Федеральное государственное бюджетное образовательноеПояснительная записка: 16 с., 2 рис., 2 таб., 4 источника
Машиностроение, раскрой, гибка, деталь, технология. Холодная штамповка, заготовка, отверстие.
Целью работы является разработка технологического процесса изготовления детали методом гибки. В расчетной работе произведен анализ технологичности конструкции. Рассчитаны технологические параметры изготовления детали с использованием операции гибки. Разработан маршрутно-операционный технологический процесс изготовления детали.
Содержание.
Введение……………………………………………………………5. Анализ технологичности конструкции детали…………………..6. Расчет технологических параметров……………………………..8. Заключение…………………………………………………………15. Список используемой литературы………………………………..16.
введение Операция гибки листа тонкостенного материала в заготовительных операциях может быть использована на предприятиях различных отраслей промышленности при изготовление изделий из листовых материалов. В настоящее время это операция широко применяется на производстве. В работе представлены основные расчеты проектирования технологического процесса изготовления детали с использованием операции гибки.
Анализ технологичности конструкции детали.
Анализ механических свойств показывает, что материал обладает достаточной пластичностью для изготовления детали холодной штамповкой.
Минимальный радиус гибки для материала Д16АТ составляет:
r=2мм (поперек волокон проката) r=3мм (вдоль волокон проката)
Согласно чертежу, радиус гибки составляет 5 мм, следовательно, условие выполняется.
Минимальный диаметр пробиваемых отверстий для данной толщины листа составляет:
d=0,4хS=0,4х1,5=0,6 мм.
Согласно чертежу, наименьший диаметр отверстия в детали составляет 4мм, следовательно, условие выполняется.
Минимальное расстояние от края отверстия до прямолинейного контура детали для данной толщины листа составляет:
а=0,41хS=0,41х1,5=0,615
Согласно чертежу, наименьшее расстояние от края отверстия до прямолинейного контура детали составляет 7 мм, следовательно, условие выполняется.
Разработка вариантов изготовления детали
Рассмотрим возможные схемы изготовления детали:
Схема1:
1) Нарезка листа на полосы; 2) Вырубка заготовки в штампе; 3) Пробивка отверстия в штампе; 4) Гибка детали в штампе; 5) Сверление отверстия d= 3мм.
Схема 2:
1)Нарезка листа на полосы; 2)Вырубка заготовки и пробивка всех отверстий в штампе; 3)Гибка детали в штампе.
Для дальнейших расчетов выбираем более производительный вариант, в котором присутствует совмещение операций.
Расчет технологических параметров.
1. Определение размеров развертки детали.
Определение размеров заготовки при гибки основано на равенстве длины заготовки к длине нейтрального слоя изогнутой детали и сводится к определению положения и длины нейтрального слоя в зависимости от относительного радиуса изгиба r/S.
L=Lпр+Lкр, где
Lпр1=2(h – R2 – S0) + a1 – 2S0 – 2R2=2(18 – 6 – 1,5) + 90 – 2*1,5 – 2*6=96 мм Lпр2=2(h – (R2 +S0))+ b – 2(R2 +S0)= 2(18 – (6+1,5)) + 42 – 2(6 +1,5) = 48 мм
Lкр=π*90/180(6+0,48*1,5)= 10,56 мм
Длина заготовки:
L1=96+10,56=106,56 мм
Ширина заготовки:
L2=48+10,56=58,56 мм
Размеры заготовки для штамповки детали: 106,56х58,56 мм.
2. Расчет полосы для вырубки заготовки.
Она в основном зависит от марки и толщины материала, величины перемычек между вырубаемыми заготовками, расположения заготовок в полосе, конструкции штампа, точности работы оборудования для раскроя листов, применяемых средств механизации подачи полосы в штамп. Принимаем для разрабатываемого техпроцесса, что лист на полосы разрезается на гильотинных ножницах. Заготовки из полос вырубаются в штампе с боковым прижимом полосы и с подачей материала в рабочую зону вручную. Формула для расчёта ширины полосы в этом случае имеет вид [1,табл,142]
где b=2 мм [1,табл.139] – величина перемычки между заготовками;
z=1.0мм [1,табл.143] – гарантийный зазор между полосой и направляющими штампа. В зависимости от расположения заготовки на полосе ширина полосы может быть следующая:
3. Разработка карты раскроя листа.
3.По ГОСТу выбираем листы габаритом 1000 х 2000мм и 1200 х 2000мм. При изготовлении деталей гибкой необходимо, по возможности, соблюдать правило, чтобы линия гиба не совпадала с направлением прокатки листа (рис.2).
Шаг расположения заготовок на полосе составляет:
Тогда для нашего варианта:
Рисунок 2 – Расположение полос при раскрое.
4. Расчет количества заготовок в исходном листе.
Определяем количество заготовок, которые можно получить при раскрое листов по вершинам «а» и «б» (табл.2).
Таблица 2. Количество заготовок, получаемых из листов при различных вариантах раскроя
5. Расчет коэффициентов использования материала листа.
Производим расчёт коэффициентов использования материала листов.
Общая площадь заготовки:
Таким образом для разработки техпроцесса изготовления выбираем лист габаритами 1200х2000 и его раскрой по варианту «а».
6. Подбор гильотинных ножниц.
Подбор гильотинных ножниц производится из условия резания и ширины (длинной стороны) отрезаемой полосы. Усилие резания определяем по формуле:
где S0= 1,5 мм – толщина материала; sср =36,0 кг/мм2 (360 МПа); j- угол створа ножниц, принимаем ориентировочно j= 1,50; k=1,3 – коэффициент, учитываемый затупление ножей, разброс толщины и механических свойств материала.
Ножницы для резки материала толщиной S0 £1,6 мм, пределом прочности sв £50кг/мм2, j= 1,30и шириной реза £1600мм по каталогу выбираем модель Н-472 (ГОСТ 6282-52). Правильность их выбора проверяем по развиваемому усилию резания:
Таким образом, для техпроцесса можно рекомендовать гильотинные ножницы модели Н-472.
7. Определение усилия вырубки заготовки.
Определяем усилие вырубки заготовки – пробивки отверстий в инструментальном штампе. Усилия резания материала при вырубке заготовки по наружному контуру определяем по формуле:
для нашего примера длина контура:
Усилие снятия полосы с пуансона:
где kсн = 0,12 – для штампа последовательного действия (вырубка – пробивка)[1,табл.6].
Усилие проталкивания заготовки через матрицу:
где kпр = 0,1 – при вырубке на провал [1,с.21]; n– количество заготовок, находящихся одновременно в цилиндрической шейке матрицы. Учитывая необходимость периодического ремонта – перешлифовки режущей кромки матрицы, принимаем n= 3.
Усилие резания при пробивке 14 отверстий:
Усилие снятия заготовки с пуансона:
где kсн = 0,12 – для многопуансонного пробивного штампа[1,табл.6]
Усилие проталкивания отходов при пробивке отверстий:
Общее усилие пресса, необходимое для выполнения этой операции, составит:
8. Выбор пресса. Производим выбор пресса по каталогу оборудования, в зависимости от Рå, величины рабочего хода ползуна, закрытой высоты м габаритов штампа в плане. При этом условно принимаем следующее: · Рабочий ход ползуна должен быть не менее 5-10 толщины материала; · Закрытая высота штампа Нзакр = 150S0; · Габариты штампа в плане 300 х 400 мм
Наиболее подходящим для нашего случая выбираем пресс К-116 Б
усилие пресса Р=630кН, ход ползуна h=10-84 мм;
габариты стола пресса 480 х 720 мм;
Нзакр = 300мм.
9. Определение усилия гибки.
По справочнику [1,табл.23] формула расчёта усилия гибки имеет следующий вид:
Операция одноугловая гибка:
10. Выбор пресса для гибки.
Для выполнения операций гибки выбираем пресс в зависимости от параметров, указанных в п.9. При этом условно принимаем:
· рабочий ход ползуна – не менее 2-х высот детали, т.е. h= 60мм; · закрытая высота штампа Нзакр = 3h= 180мм; · габариты штампа в плане 200 х 300 мм;
По каталогу выбираем пресс К-113 усилие Р = 250кН; ход ползуна h= 64 мм; габариты стола пресса 320 х 480 мм; Нзакр = 220 мм.
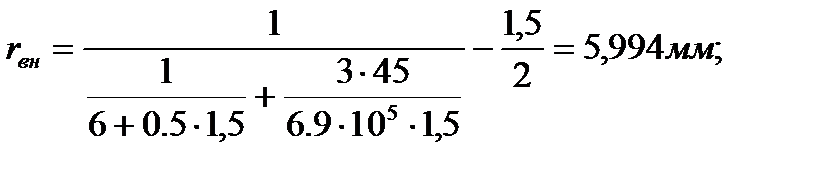
11. Расчет параметров пружинения материала.
Радиус закругления пуансона, учитывающий отпружинивание заготовки после её гибки, определим по формуле:
где r0– внутренний радиус изогнутой детали;
Е = 6,9*105 кг/мм2 (6,9*104 МПа) – модуль упругости материала.
Угол пружинения материала после снятия внешней нагрузки:
g= 900 – 89,90 =0,10;
Таким образом, в технических условиях на проектирование гибочного штампа необходимо задать радиус закругления пуансона r= 5.05 мм, а угол сопряжения рабочих кромок пуансона aпуансона=89,90.
12. Маршрутно-операционный техпроцесс. На основе принятой технологической схемы изготовления детали и выполненых расчётов технологических параметров разрабатываем и оформляем маршрутно – опрерационный техпроцесс (см. Приложение) Заключение. В работе спроектирован технологический процесс изготовления детали с использованием операции гибки. Произведен расчет полосы для вырубки заготовки, подобрано оборудование для нарезания полос из листа, гибки материала, вырубки отверстий. Определены параметры пружинения материала.
Список использованных источников 1. Романовский В.П. Справочник по холодной штамповке. -Л:Машиностроение, 1971.-780 с. 2. Пытьев П.Я., Смеляков Е.П. – Холодная штамповка деталей из листовых материалов в производстве летательных аппаратов: Учебное пособие. – Куйбышев: КуАИ, 1986. – 85 с. 3. Технология листовой штамповки в производстве летательных аппаратов. Е.П.Смеляков, Ю.В.Федотов, В.П.Самохвалов, А.Н.Кирилин. – Самара: СГАУ, 2004. – 70 с. 4. Каталог оборудования.
Федеральное государственное бюджетное образовательное
|


 =0,8мм [1,табл.144] – односторонний (минусовой) допуск на ширину полос, нарезаемых на гильотинных ножницах;
=0,8мм [1,табл.144] – односторонний (минусовой) допуск на ширину полос, нарезаемых на гильотинных ножницах;