
Джон Голсуорси
Отчет о лабораторных работах
Выполнил студент группы 13ФАБ-КТ
Армавир 2015 Лабораторная работа № 1. Для сборочной размерной цепи определяются допуски и предельные отклонения, на размеры составных звеньев.
Рисунок 1 Так как допуск на размер замыкающего звена задан достаточно широко, то в качестве метода достижения точности замыкающего звена, можно принять метод полной взаимозаменяемости, а для определения допусков на сост.звеньев – способ ед.квалитета точности. По таблице значений ищем близкое значение к 52.65, для которого а=100,поэтому назначения на все сост.звенья размерный цикл. 1 –регулирование, h – посадка.
Предельные отклонения регулирующего звена будут равны:
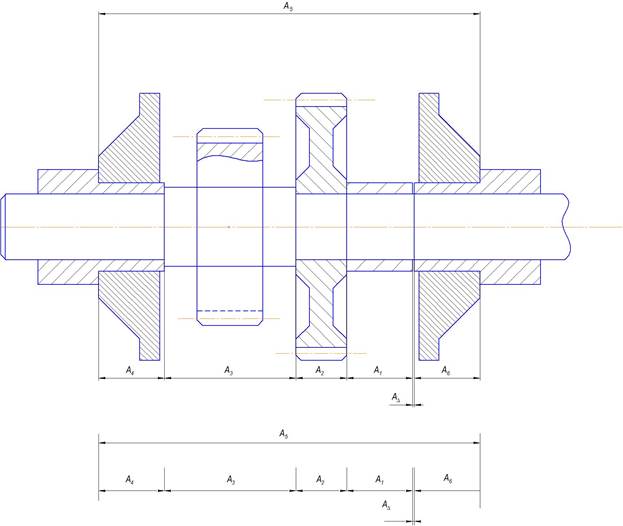
Лабораторная работа № 2. Рисунок 2 Так как допуск на размер замыкающего звена задан достаточно широко, то в качестве метода достижения точности замыкающего звена, можно принять метод полной взаимозаменяемости, а для определения допусков на сост.звеньев – способ ед.квалитета точности.
По таблице значений ищем близкое значение к 69,75, для которого а=100,поэтому назначения на все сост.звенья размерный цикл. 1 –регулирование, h – посадка. В качестве регулирующего звена примем звено А1 = 12 мм.
Звено А1 является уменьшающим, поэтому координата середины поля допуска этого звена определяется по формуле:
Лабораторная работа № 3.
Рисунок 3 Так как допуск на размер замыкающего звена задан достаточно широко, то в качестве метода достижения точности замыкающего звена, можно принять метод полной взаимозаменяемости, а для определения допусков на сост.звеньев – способ ед.квалитета точности.
По таблице значений ищем близкое значение к 87,95, для которого а=64,поэтому назначения на все сост.звенья размерный цикл. 1 –регулирование, h – посадка. В качестве регулирующего звена примем звено А2 = 10 мм.
Звено А1 является уменьшающим, поэтому координата середины поля допуска этого звена определяется по формуле:
2015 г.
Так как допуск на размер замыкающего звена задан достаточно широко, то в качестве метода достижения точности замыкающего звена, можно принять метод полной взаимозаменяемости, а для
Джон Голсуорси
|












 мм; ∂∆= 0,6 мм = 600 мкм.
мм; ∂∆= 0,6 мм = 600 мкм.





 Для сборочной размерной цепи определяются допуски и предельные отклонения, на размеры составных звеньев.
Для сборочной размерной цепи определяются допуски и предельные отклонения, на размеры составных звеньев.


