
Система допусков и посадок для обеспечения точности обработкиОсновным технологическим принципом, обеспечивающим массовое и серийное производство изделий, является взаимозаменяемость - свойство независимо изготовленных деталей занимать свое место в машинах без дополнительной механической или ручной обработки при сборке или ремонте и обеспечивать нормальную работу данного изделия в соответствии с требованиями нормативно-технической документации (НТД). Впервые метод взаимозаменяемости при массовом изготовлении изделий был применен хозяином небольшой оружейной мастерской в США в ХVIII веке во время освободительной войны США с Великобританией. Примерно в тоже время используется этот метод и оружейниками Тулы. Взаимозаменяемость невозможна без качественного изготовления продукции в соответствии с НТД. Качество продукции, качество изготовления продукции и их роль в современных условиях очень высоки. В первую очередь качество изготовления и характеризуется точностью обработки в соответствии с требованиями НТД. Под точностью обработки понимается степень соответствия изготовленной детали заданным размерам, форме и взаимному расположению ее поверхностей, их шероховатости, а также механическим и физическим свойствам. Точность обработки зависит от суммарного действия всех факторов, возникающих в процессе изготовления детали. Эти факторы могут вызвать как систематические (объективные), так и случайные (субъективные) погрешности при изготовлении детали. В связи с действием этих факторов практически невозможно получить при обработке деталь с абсолютно точными размерами. Действительный размер детали, т.е. размер установленный при непосредственном ее измерении после обработки, будет всегда отличаться от номинального размера, указанного на чертеже. Номинальным называется размер окончательно принятый в процессе проектирования детали и проставленный на чертеже. Он является началом отчета отклонений. В системе допусков и посадок различают наибольший и наименьший предельные размеры, между которыми и должен находиться действительный размер качественно изготовленной детали. В изделиях во многих видах соединений одна деталь входит в другую. Всякую охватывающую поверхность в технике называют отверстием, охватываемую - валом. В системе допусков и посадок размеры отверстий и валов имеют следующие обозначения: D тах - наибольший предельный размер отверстия; D тin - наименьший предельный размер отверстия; d тах - наибольший предельный размер вала; d тin - наименьший предельный размер вала. Для упрощения и удобства на чертежах и в таблицах стандартов проставляются не предельные размеры, а предельные отклонения от номинального размера, которые являются алгебраической разностью между предельными и номинальными размерами. Соответственно различают верхнее и нижнее предельные отклонения. Верхнее предельное отклонение определяется для отверстия: ES = Dmax – Dн ; для вала: es = dmax – dн; где Dн и dн - номинальные размеры отверстия и вала. Нижнее предельное отклонение: для отверстия: EI = Dmin – Dн ; для вала; ei = dmin – dн; Допуск на размер - разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями. Поле допуска - поле, ограниченное верхним и нижним отклонениями. Чем меньше допуск, чем меньше поле допуска, тем меньше возможность для вариации действительного размера в рамках поля допуска, т.е. тем сложнее получить данный размер. Допуск отверстия: ITD = Dmax – Dmin = ES – EI Допуск вала; ITd = dmax – dmin = es – ei Расположение поля допуска отверстия относительно его номинального размера представлено на рис. 8. Две детали, соединяемые друг с другом, называют сопрягаемыми, а размер, по которому происходит соединение, - сопрягаемым. Разность между действительными размерами вала и отверстия определяет вид сопряженияили его посадку. Если: D – d > 0 – посадка с зазором; D – d < 0 – посадка с натягом; D – d = ± - переходная посадка. Стандартами Совета экономической взаимопомощи (СТ СЭВ 144-75 и СТ СЭВ 145-75) установлена единая система допусков и посадок гладких соединений. Этой системой установлены 19 квалитетов (степеней точности), каждый из которых устанавливает совокупность допусков,, соответствующих одинаковой степени точности для всех номинальных размеров. Нумерация квалитетов в системе: 01, 0, I, 2,..., 17. Система распространяется на 4 диапазона размеров:
приборостроение 2) от 0, 1 ÷ 1, 0 мм
общее машиностроение 4) от 500 ÷ 10000 мм Система допусков и посадок устраняет произвол в выборе полей допусков при изготовлении деталей, обеспечивает взаимозаменяемость и делает возможной стандартизацию режущего и мерительного инструментов.
Стандартами установлено две системы допусков и посадок: система отверстия и система вала. В системе отверстия отклонения отверстий одинаковы для любой посадки при одном и том же номинальном размере и том же квалитете. Различные посадки получаются путем изменений предельных отклонений валов. При этом нижнее отклонение отверстий равно нулю. Отверстие обозначается в этой системе буквой Н. В системе вала предельные отклонения валов одинаковы для любой посадки при одном и том же номинальном размере и том же квалитете. Различные посадки получаются путем изменения предельных отклонений отверстий. При этом верхнее отклонение вала равно, нулю. В этой системе вал обозначается буквой h. Система отверстия имеет наибольшее распространение, она более экономична, т.к. проще подогнать вал под нужную посадку, чем отверстие, т.к. меньше требуется мерных (имеющих определенный размер) режущих и мерительных инструментов (для отверстий необходимы сверла, зенкеры, развертки, протяжки и т.п.). В системе отверстия при номинальных размерах от I до 500 мм СТ СЭВ рекомендует 69 видов посадок, из них 17 предпочтительных. Обозначение посадок по СТ СЭВ производится латинскими буквами - прописными для отверстия, строчными - для вала. До внедрения СТ СЭВ в СССР действовали отраслевые стандарты (ОСТ), на допуски и посадки. Сравнение обозначений аналогичных посадок в ОСТ и СТ СЭВ:
Предельные отклонения (допуск) линейных размеров наноситсяна чертежах и в другой технической документации одним из трех способов. 1. Условными обозначениями полей допусков. Например: 20Н7 -номинальный размер отверстия 20 мм, квалитет Н7; 25 d9 - номинальный размер вала 25 мм, квалитет d9.
2. Числовыми значениями предельных отклонений. Например для тех же размеров: -0, 065 20+0, 021; 25-0, 117 При записи предельных отклонений числовыми значениями верхнее отклонение помещают над нижним, нулевые отклонения не указывают. 3. Условными обозначениями полей допусков с указанием справа в скобках числовых значений предельных отклонений. Например:
20Н7 (+0, 021); 25d9 - 0, 117 В обозначение посадки двух сопрягаемых деталей входит номинальный размер, общий для отверстия и вала, а затем условное обозначение их полей допусков (рис. 9) (сначала отверстия, а потом вала или в числителе - отверстия, в знаменателе - вала). Например; Н7
Эта посадка для номинального размера в 40 мм выполнена по системе отверстия, в которой отверстие выполнено по 7 квалитету, а посадка q получена за счет вала 6-го квалитета.
|
 1) от 0, 01 ÷ 0, 1 мм
1) от 0, 01 ÷ 0, 1 мм 3) от 1, 0 ÷ 500 мм
3) от 1, 0 ÷ 500 мм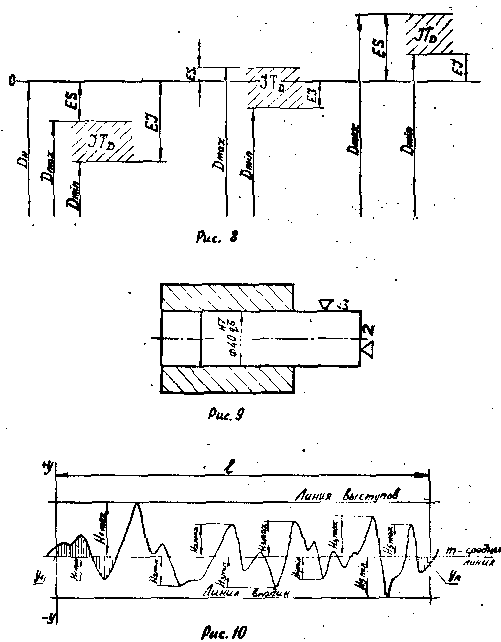

 - 0, 065
- 0, 065 40Н7/q6или 40Н7– q 6 или 40 q 6
40Н7/q6или 40Н7– q 6 или 40 q 6


