
Профилирование охлаждаемых лопаток осевых газовых турбин
Процесс профилирования охлаждаемых сопловых и рабочих лопаток осевой турбины в основном выполняется так же, как и неохлаждаемых лопаток. Особенности касаются выбора геометрических соотношений профиля и решетки охлаждаемых лопаток. Разноречивость требований, исходящих из условий прочности, технологичности и обеспечения максимальной газодинамической эффективности не позволяет воспользоваться готовыми профилями, имеющимися в атласах. Поэтому, последние могут служить лишь прототипами для выбора основных геометрических соотношений. При реальном профилировании охлаждаемых лопаток помимо способа изготовления лопатки (литье, штамповка, фрезирование) необходимо учитывать и тип охлаждения ее (с дефлектором или без него, с выпуском охлаждающего воздуха в радиальный зазор, в выходную кромку или вблизи ее, наличие внутренних штырьков – турбулизаторов, перфораций и т.п.). На основе компромисса между всеми этими условиями и требованиями и получаются геометрические соотношения, рекомендуемые при профилировании охлаждаемых лопаток. Исходными данными при графическом построении внешнего обвода и профиля лопатки в расчетном сечении по высоте проточной части являются параметры, полученные в результате расчета потока по радиусу ступени турбины (см. §5.4), а также некоторые геометрические соотношения профиля и решетки лопаток, выбранные ранее (см. §3.1 и §3.4). Ниже приводятся дополнительные геометрические соотношения, необходимые при профилировании лопаток: 1. Радиус скрепления входной кромки лопаток
Nbsp; Рис. 6.6. Основные обозначения в решетке рабочих лопаток
К моменту профилирования хорда профиля известна, поэтому удобно величину сопловых – рабочих – В корневых сечения рабочих лопаток Указанные значения 2. Относительный радиус скругления выходной кромки выбирается в долях от шага решетки Величина Таблица 6.3
В корневых сечениях величина 3. Угол заострения входной кромки 4. Угол заострения выходной кромки в охлаждаемых сопловых лопатках 5. Геометрический угол на входе в лопатку: - для сопловых лопаток первой ступени - в последующих ступенях - для рабочих лопаток Угол атаки i рекомендуется выбирать в среднем сечении равным i = 0, в корневом i = +(2…7) 0, в периферийном i = -(2…6) 0. 6. Геометрический угол на выходе из лопаток: - для сопловых лопаток - для рабочих лопаток где
Уголы потока 7. Угол отгиба выходного участка спинки профиля на среднем диаметре (затыловочный угол)
В корневых сечениях 8. Максимальная толщина профиля в неохлаждаемых лопатках на среднем радиусе обычно - для сопловых лопаток - для рабочих лопаток В случае охлаждаемых сопловых и рабочих лопаток максимальная толщина профиля на среднем диаметре достигает 9. Размер горла решетки сопловой рабочей где
Здесь
Рис. 6.7. Зависимость угла отставания потока
В первом приближении при определении Перед построением профиля целесообразно все геометрические соотношения представить в табличном виде (см. табл. 6.4).
Таблица 6.4
Графическое построение внешнего обвода профиля лопатки рекомендуется выполнять в крупном масштабе (М5:1, М10:1). Первым шагом профилирования является отыскания опорных точек профиля. Для этого проводятся лини АВ и CD параллельные фронту решетки на расстоянии ширины S друг от друга (см. рис. 6.6). Радиусом скругления выходных кромок R2 описываются две окружности на расстоянии шага t между центрами ( Под углом Через центр Таким образом, найдено положение всех опорных точек, через которые должны пройти кривые, очерчивающие спинку (точки Второй шаг профилирования заключается в подборе кривых для очерчивания спинки и корытца. Вогнутую часть профиля очерчивают обычно двумя дугами окружностей, как показано на рис. 6.6 (центры При использовании, например, параболы, через точки
Рис. 6.8. построение спинки профиля по параболам
Полученные отрезки Если при таком построении парабола не проходит через точку Вписав в полученный профиль окружности, находим максимальный диаметр вписанной окружности и определяем Если все параметры профиля лежат в рекомендуемых пределах, то далее необходимо проверить плавность изменения проходного сечения межлопаточного канала (см. рис. 6.9).
Рис. 6.9. Сечение рабочей лопатки с проверкой плавности каналов
Во всех расчетных сечениях сопловых и рабочих решеток канал должен быть непрерывно и плавно сужающимся. Исключение может составить только корневое сечение рабочей решетки, где на участке от входа до середины канала может допускаться некоторая диффузорность. В целом же корневой канал должен быть тоже сужающимся, т.е. Каждый профиль координируется относительно осей х, у, где ось х совпадает с направлением хорды профиля, а ось у перпендикулярна к оси х. Величина координат записывается в таблицу (см. для примера табл. 6.5). Кроме того, в таблице указываются величины
Таблица 6.5
Следующим важным шагом является согласование взаимного расположения профилей по высоте проточной части, так как от расположения сечений друг относительно друга и относительно корневого сечения зависит соотношение изгибных и растягивающих напряжений в лопатках. Угол установки профиля корневого сечения и сам профиль определяют и геометрию нижней полки лопатки.
|
 (см. рис. 6.6).
(см. рис. 6.6). ;
; .
. увеличивают на 15%…20%; в периферийных –
увеличивают на 15%…20%; в периферийных –  и
и  .
. на среднем диаметре приведена в табл. 6.3.
на среднем диаметре приведена в табл. 6.3. (см. рис.6.6) в охлаждаемых сопловых и рабочих лопатках
(см. рис.6.6) в охлаждаемых сопловых и рабочих лопатках  , в рабочих
, в рабочих  . В неохлаждаемых лопатках этот параметр в 1,5…2 раза меньше.
. В неохлаждаемых лопатках этот параметр в 1,5…2 раза меньше. ;
; предыдущей ступени;
предыдущей ступени; .
. ;
; ,
, для среднего сечения;
для среднего сечения;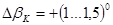 для корневого сечения;
для корневого сечения;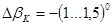 для периферийного сечения.
для периферийного сечения. и
и  известны по результатам расчета закрутки лопаток.
известны по результатам расчета закрутки лопаток. :
: при
при  ;
; при
при  ;
; при
при  .
. ;
; .
. . Изменения
. Изменения  по радиусу будет, в основном, определятся выбранным типом охлаждения и прочностью. Поэтому для сопловых лопаток определяющим в выборе
по радиусу будет, в основном, определятся выбранным типом охлаждения и прочностью. Поэтому для сопловых лопаток определяющим в выборе  ;
; ,
, ;
; .
. и
и  углы отставания потока на выходе из решеток, определяющиеся по графику (рис. 6.7).
углы отставания потока на выходе из решеток, определяющиеся по графику (рис. 6.7).
 от числа М на выходе из решеток с различными углами
от числа М на выходе из решеток с различными углами 
 и
и  .
. , град
, град
 , град
, град
 , град
, град
 , град
, град
 , град
, град
 , мм
, мм
 , мм
, мм
 , град
, град
 , град
, град
 , град
, град



 , мм
, мм
 , мм
, мм
 и
и  ), так чтобы окружности коснулись линии АВ. Через центр окружности
), так чтобы окружности коснулись линии АВ. Через центр окружности  под углом
под углом  . Линия
. Линия  к линии
к линии  и
и  являются концами линий, которые в дальнейшем будут образовывать соответственно вогнутую и выпуклую части профиля лопатки. Из центра
являются концами линий, которые в дальнейшем будут образовывать соответственно вогнутую и выпуклую части профиля лопатки. Из центра  ) проводится дуга окружности ee. Под углом
) проводится дуга окружности ee. Под углом  к линии АВ проводится касательная к дуге ее. Точка касания Р должна в дальнейшем находится на выпуклой части профиля (на спинке профиля лопатки).
к линии АВ проводится касательная к дуге ее. Точка касания Р должна в дальнейшем находится на выпуклой части профиля (на спинке профиля лопатки). проводится касательная к окружности
проводится касательная к окружности  подбирается так, чтобы окружность касалась линии фронта CD и линии, проведенной под углом
подбирается так, чтобы окружность касалась линии фронта CD и линии, проведенной под углом  к фронту решетки проводится осевая линия входной кромки
к фронту решетки проводится осевая линия входной кромки  . Симметрично к
. Симметрично к  проводятся касательные к окружности
проводятся касательные к окружности  и
и  являются начальными точками кривых, которые в дальнейшем будут образовывать соответственно спинку и вогнутую часть профиля.
являются начальными точками кривых, которые в дальнейшем будут образовывать соответственно спинку и вогнутую часть профиля. ) и вогнутую часть профиля (точки
) и вогнутую часть профиля (точки  и
и  ). Для спинки предпочтительнее кривые с плавно увеличивающимся радиусом кривизны – параболы, лемнискаты Бернулли и др.
). Для спинки предпочтительнее кривые с плавно увеличивающимся радиусом кривизны – параболы, лемнискаты Бернулли и др. и
и  до их пересечения в точке д.
до их пересечения в точке д.
 и
и  делятся на равное число отрезков (не меньше 5 – 7) и одноименные точки соединяются между собой прямыми линиями. Огибающая кривая, касательная к прямым, и будет искомой параболой, образующей контур профиля спинки и проходящей через опорные точки
делятся на равное число отрезков (не меньше 5 – 7) и одноименные точки соединяются между собой прямыми линиями. Огибающая кривая, касательная к прямым, и будет искомой параболой, образующей контур профиля спинки и проходящей через опорные точки  .
. , то добиться желаемого можно изменением угла заострения
, то добиться желаемого можно изменением угла заострения  и затыловочного угла
и затыловочного угла  в пределах интервала рекомендуемых значений. Если и при этом не удастся «попасть» в точку
в пределах интервала рекомендуемых значений. Если и при этом не удастся «попасть» в точку  (см. рис. 6.8б), а вторая на отрезках угла
(см. рис. 6.8б), а вторая на отрезках угла  . Каждая парабола строится аналогично описанному способу.
. Каждая парабола строится аналогично описанному способу. . При существенном отличии
. При существенном отличии 
 <1, где
<1, где  - размер горловины решетки на входе.
- размер горловины решетки на входе. и
и  , мм
, мм
 , мм
, мм
 , мм
, мм
 , мм
, мм



