Объективные ошибки, обусловленные характеристиками дефекта(а) Форма дефекта У объемных дефектов ИР не имеют выраженной направленности конфигурации. У плоскостных дефектов основная доля энергии ИР направлена зеркально. Поэтому, при равных поперечных размерах в случае одного ПЭП эквивалентная площадь SЭ для плоскостных дефектов меньше, чем для объемных. При применении схемы «тандем» картина обратная.
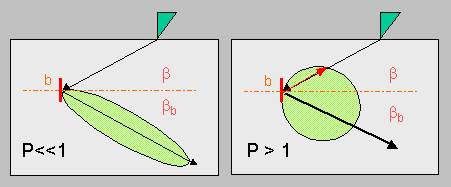
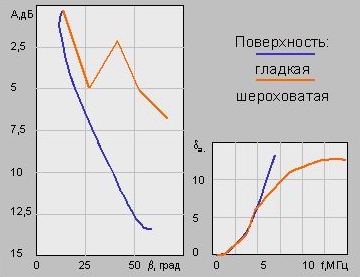
(б) Неровности поверхности плоскостных дефектов Характер отражения от шероховатой поверхности, близкой к плоской, определяется параметром Рэлея P = 2kδhsinα, где δh – среднеквадратичное отклонение высот отдельных неровностей от средней плоскости, k = 2π/λ – волновое число. При P << 1 и 2b >> λ отражение зеркальное. Поэтому ИР – острая, главный вектор зеркально симметричен, и угол отражения βb равен углу падения β.
По мере увеличения шероховатости и/или угла β направленность ИР снижается, и могут появиться дополнительные максимумы, как это видно из рисунка.
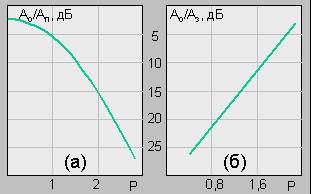
При P >> 1 отражение приобретает диффузный характер: ИР сильно расширяется, направление главного вектора становится неопределенным, а соотношение амплитуд отраженного AО и падающего AП сигналов изменяется по закону косинусов, что видно из рисунка (а). На рисунке (б) показана зависимость AО/AЗ от величины параметра Рэлея P.
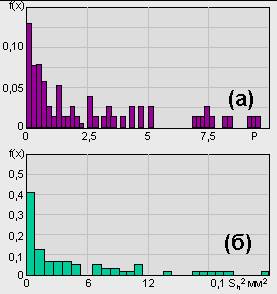
Как видно из рисунка, диапазон изменения P реальных трещин составляет 0,1÷9,0, а оценки дисперсии средней высоты неровностей Sh² – 0,1÷2,0 мм². Практически все поперечные и значительное число (24%) горячих трещин имеют P << 1. Следовательно, ИР таких трещин характеризуются слабой диффузной и интенсивной зеркальной компонентами.
Это означает, что такие трещины практически не выявляются при прозвучивании одним ПЭП по обычным методикам. (в) Ориентация плоскостного дефекта Ракурс озвучивания, т.е. угол
Sэкв1 > Sэкв2
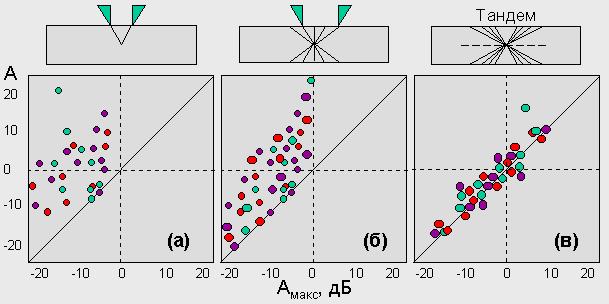
К объективной эта ошибка может быть отнесена, если оператор использует все возможности метода для измерения максимальной амплитуды эхо-сигнала Aмакс, т.е. · оптимизирует направление прозвучивания в азимутальной (горизонтальной) плоскости, · оптимизирует угол ввода за счет применения ПЭП типа «вариальфа», · применяет эхо-зеркальный метод (тандем). Эффективность двух последних пунктов иллюстрируется графиками A/Aмакс.
(г) Ориентация вектора поляризации падающей волны Ракурс озвучивания дефекта может быть произвольным, т.е. по отношению к плоскости дефекта падающая волна может быть SV или SH и, следовательно, амплитуда отраженных сигналов будет различной. Поскольку коэффициенты обратного отражения RSH и RSV соотносятся, как RSH/RSV = 1,77, выявляемость трещин волнами SH при контроле одним ПЭП лучше, чем волнами SV. Для зеркального сигнала отношение обратное и существенно падает пропорционально параметру Рэлея. Зеркальный сигнал статистически более устойчив, чем обратный.
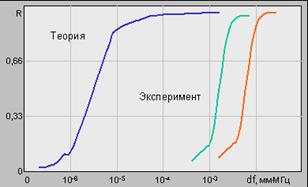
(д) Ширина раскрытия трещины и заполнения полости дефекта Коэффициент отражения продольных волн R в зависимости от ширины раскрытия несплошности d и частоты f.
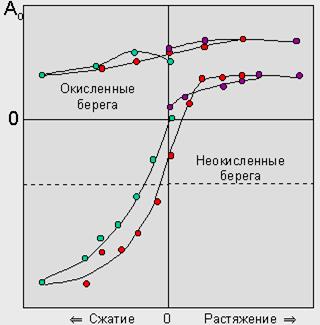
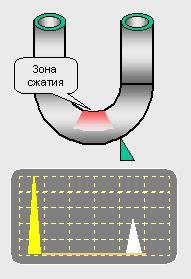
При малом (1÷2 мкм) раскрытии трещины ее берега смыкаются, и на частотах до 4÷5 МГц дефекты практически не выявляются. По мере увеличения раскрытия усталостных трещин с неокисленными «берегами» от 1 до 10 мкм (в образцах углеродистых сталей наклонным ПЭП с α = 45°) амплитуда сигнала возрастает на 25÷30 дБ, а у трещин с окисленными «берегами» – всего на 3÷4 дБ. Этим объясняется случаи невыявления значительных трещин в сжатых участках трубопроводов. Заполнение полости дефекта вольфрамом или плотным шлаком снижает коэффициент отражения от них до 0,33 и до 0,35÷0,67, соответственно.
В связи с этим эффектом на практике часто возникает еще одна проблема: при контроле сварного соединения обнаружили дефект и подтвердили наличие трещины при вскрытии. Заварили, провели термообработку, зачистили и, проконтролировав вновь, ОБНАРУЖИЛИ дефекты в зонах, соседних с ремонтной заваркой. При этом оператор оба раза контролировал добросовестно. Причина в том, что в каждом шве есть небольшие трещины с малым раскрытием. Но в процессе заварки ремонтного участка происходит неравномерный нагрев шва, создаются локально напряженные зоны и, вследствие этого попавшие в эти зоны микротрещины раскрываются. Как выходить из этого положения?
Есть еще один важный аспект профессиональной подготовки оператора: в отличие от других неразрушающих методов, ручной ультразвуковой контроль до некоторой степени является ИСКУССТВОМ, несмотря на регламентации технологии, предписанной НТД. Здесь надо обладать определенным воображением, чтобы за безликим импульсом представить размеры, форму и ориентацию дефекта. Поэтому настоящим профессионалом оператор становится не после обучения и сдачи экзаменов, и даже не после какого-то периода самостоятельной работы, а после того, как он увидит вскрытые дефекты и убедится в правильности сделанных им оценок размеров и координат. Только после этого он поверит в свои силы и знания.
5. ЛОЖНЫЕ СИГНАЛЫ
5.1. ВЫЗВАННЫЕ ОТРАЖЕНИЕМ ПОВЕРХНОСТНЫХ ВОЛН
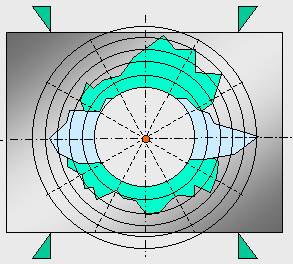
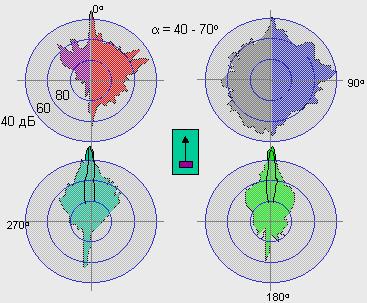
На рисунках показаны поля излучения поверхностных волн различных наклонных ПЭП, интенсивность которых весьма существенна… Поэтому отражение поверхностных волн от капель масла, сварочных брызг, неровностей валика усиления и т.п. может явиться источником ложных сигналов.
5.2. ОТ ЭЛЕМЕНТОВ СТРУКТУРЫ МАТЕРИАЛА ИЗДЕЛИЯ
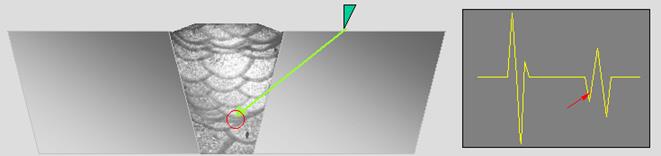
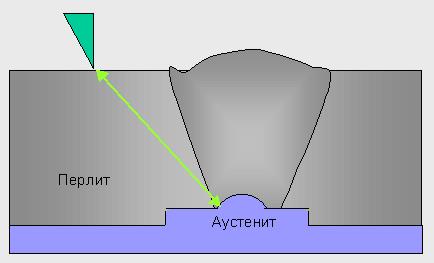
В швах, не подвергавшихся термической обработке, а также в аустенитных сталях наблюдаются сильные помехи. В аустенитном шве кристаллиты крупнее, чем в околошовной зоне, и имеют специфическую ориентацию (текстуру) кристаллографических направлений с разными модулями упругости. Это приводит к изменению скорости звука, амплитуд сигналов и к их переотражениям. В сильно легированных сталях, в титане часто образуются зоны повышенной твердости и, следовательно, с повышенным волновым сопротивлением ρC. Поэтому на границах этих зон возможно отражение ультразвука. Распознать такие помехи можно:
Фаза первого полупериода отраженного от дефекта сигнала положительна, а от зоны повышенной твердости – отрицательна.
5.3. ОТ ВЕРХНЕГО ИЛИ НИЖНЕГО ВАЛИКОВ УСИЛЕНИЯ ложные сигналы возникают, если их ширина или смещение сильно отличаются от номинальных значений, и они доступны для визуальной и инструментальной оценки, Вероятность появления таких ложных сигналов велика. Ложные сигналы от валиков усилеиня появляются на нижней поверхности толстостенных изделий за счет эффекта «квазиискривления» диаграммы направленности. Этот эффект связан с тем, что периферийные луч проходит до отражателя путь, меньший, чем прошел бы до него центральный луч, и амплитуда эхо-сигнала от периферийного луча выше, чем она могла бы быть от центрального. При этом оператор фиксирует максимальный сигнала от валика периферийным лучом диаграммы направленности, а считает, что отражатель находится на оси пучка и определяет положение отражателя неправильно (см. раздел 4.1). 5.4. РЕФРАКЦИЯ УЗ ПУЧКА
В некоторых сильно легированных швах скорость УЗК выше, чем в основном металле. На границе шва может происходить трансформация и изменение направления фронта волны. Результат – ложные сигналы от донной поверхности.
5.5. ОТРАЖЕНИЯ ОТ УЧАСТКОВ С БОЛЬШИМИ ЛОКАЛЬНЫМИ НАПРЯЖЕНИЯМИ чаще всего возникают в местах подвески толстостенных паропроводов. Механические напряжения приводят к увеличению ρC в этих зонах и, следовательно, к возможности отражения ультразвука на их границах.
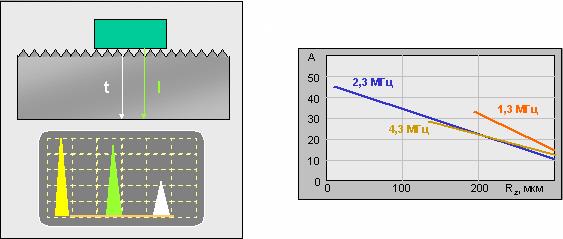
5.6. ПРИ КОНТРОЛЕ СИЛЬНО ШЕРОХОВАТОЙ ПОВЕРХНОСТИ ПРЯМЫМ ПЭП (особенно, если шероховатость регулярная), например, после станочной механической обработки, на ней происходит трансформация волн, и помимо продольной (l) волны в металле возникает поперечная (t) волна с другой скоростью УЗК.
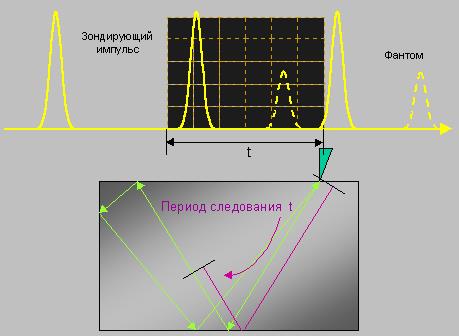
5.7. ФАНТОМЫ – попавшие на экран дефектоскопа сигналы от предыдущей посылки зондирующего импульса. Для предупреждения их появления необходимо выбирать частоту посылок (следования), исходя из толщины объекта контроля: чем толще, тем меньше частота посылок, и наоборот.
5.8. ОТ ВОЛН, ДИФРАГИРОВАННЫХ НА КРАЕ ОТРАЖАТЕЛЯ При отражении от плоскостных или объемных дефектов возникают краевые волны, или волны обегания – соскальзывания. Сигналы от них появляются обычно рядом с основным, как правило, дальше по развертке.
5.9. ПРИ КОНТРОЛЕ ПОВЕРХНОСТНЫМИ ВОЛНАМИ в результате трансформации их в поперечные (t) могут формироваться ложные сигналы от внутренних конструктивных элементов.
5.10. ОТ ДВУГРАННОГО УГЛА на границе аустенитной наплавки и основного металла.
6. ДОСТОВЕРНОСТЬ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ СВАРНЫХ СОЕДИНЕНИЙ
6.1. ЧТО ЖЕ ОЗНАЧАЮТ ПОНЯТИЯ «ДОСТОВЕРНОСТЬ» И «ВОСПРОИЗВОДИМОСТЬ»? Достоверность Возможность субъективных и объективных ошибок приводит к возможности ошибочной оценки степени дефектности объекта контроля и его работоспособности. Для оценки вероятности безошибочных решений введен термин «достоверность» (объективность). Иногда вместо термина «достоверность» используют термин «надежность», что применительно к дефектоскопии не вполне корректно, поскольку надежность характеризует в значительной степени оценку работоспособности конструкции во времени («наработку на отказ»). Принимая всю сумму результатов измерения качества за полную группу событий (1, 100%), достоверность выражаем в виде D = 1– (χα + χβ), где χα, χβ – ошибки 1-го и 2-го родов соответственно. Целесообразно различать несколько понятий достоверности: Достоверность обнаружения дефекта (ДО) оценивается вероятностью обнаружения дефекта по выбранным информативным признакам при заданных параметрах контроля и дефектоскопа (т.е. при заданных схеме сканирования и уровне чувствительности дефектоскопа). Обычно ДО = n / N, где n – число обнаруженных дефектов, N – действительное число дефектов в шве, определяемое эталонными методами – разрезкой, рентгенографированием, послойной строжкой и т.п. В подавляющем большинстве методик критерием обнаружения дефекта является превышение амплитуды отраженного от него сигнала над заданным браковочным уровнем чувствительности. Достоверность идентификации дефекта ДИ определяется погрешностью оценки истинных размеров и конфигурации (типа) по измеренным признакам уже обнаруженного дефекта. ДИ может оцениваться близостью корреляционных связей между характерным размером дефекта и одним или несколькими информативными признаками, например, эквивалентная SЭ и истинная площадь дефекта в плоскости фронта падающей волны, условная и реальная высота трещины и т.д. Сочетание ДО и ДИ определяет достоверность методики контроля в целом. Она может быть рассчитана исходя из статистики дефектов в объекте контроля, выбранных параметров контроля и настройки дефектоскопа. Воспроизводимость обнаружения (оценки) – критерий, определяющий вероятность обнаружения и адекватной оценки одного и того же дефекта при контроле по одной и той же конструкции разными операторами или одним оператором, но в разное время. 6.2. НЕКОТОРЫЕ ПРИМЕРЫ ОЦЕНКИ ДОСТОВЕРНОСТИ
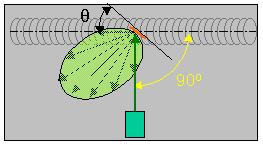
В таблице и на рисунке приведены данные по сравнительной достоверности обнаружения дефектов одним ПЭП и по схеме «тандем».
Справа приведены результаты производственного контроля
Эхо-зеркальный метод («тандем»), как видно, имеет значительно большую достоверность трещин, чем обычный эхо-метод. Если оператор будет сканировать шов строго ортогонально его продольной оси, как показано на рисунке,
то, учитывая, что распределение дефектов по углу θ близко к нормальному (Гауссову), достоверность обнаружения для разных стыковых швов и параметров ПЭП лежит в пределах Д = 0,17÷0,46. Это обуславливает необходимость проворотов ПЭП в азимутальной плоскости на ±15°.
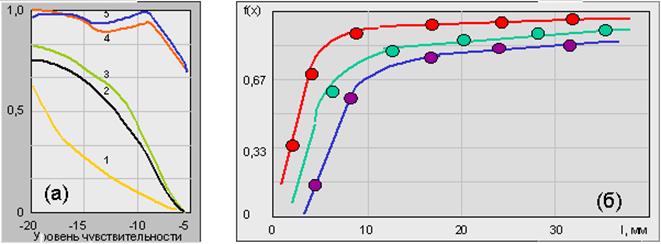
Зависимость вероятности f(x) обнаружения дефектов (а) от уровня чувствительности и схемы прозвучивания, (б) от протяженности 1 дефекта
1 – ПЭП 45° с одной поверхности 2 – ПЭП 45° и 60° с одной поверхности 3 – ПЭП 45° и 60° с обеих поверхностей 4 – ПЭП «вариальфа» с шагом 30° и тандем с обеих поверхностей 5 – то же, с шагом 15°
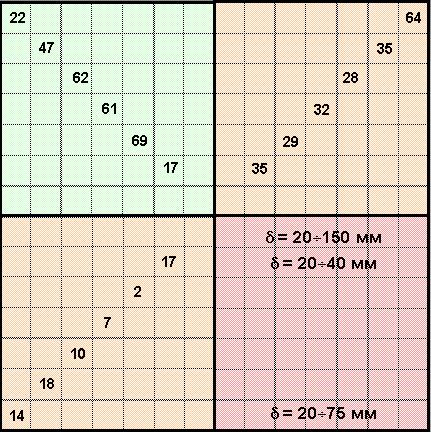
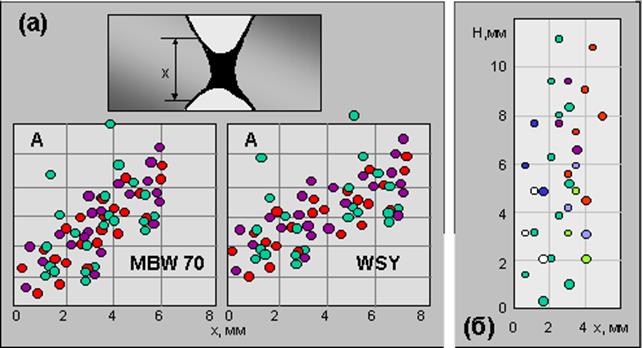
В таблице показана достоверность оценки размеров дефектов по различным информативным признакам. В данном случае она характеризуется теснотой корреляционных связей между значениями соответствующих признаков и размером дефекта.
Эти данные получены на образцах в лабораторных условиях
Корреляция между условным (H) и реальным (x) размерами дефекта при прозвучивании в лабораторных (а) и в реальных условиях (б). Корреляция, полученная в реальных условиях, слабая, и, соответственно, ошибки измерения больше, что можно видеть на рисунке.
Радиография Выявляется Не выявляется
36 65 72 68 71 65 В среднем 62,83% Матрица сравнительной достоверности ультразвукового и радиографического контроля 6.3. МЕТОДЫ ПОВЫШЕНИЯ ДОСТОВЕРНОСТИ РУЧНОГО КОНТРОЛЯ
(а) Корректировка чувствительности дефектоскопа с учетом фактической шероховатости поверхности изделия и образцов СО или СОП. Наиболее эффективный метод ЦНИИТМАШ (SRC-technique) основан на применении датчика шероховатости и волнистости типа ДШВ. Датчик совместим с УЗ дефектоскопами любых типов и работает как по сухой поверхности, так и по поверхности, покрытой минеральными маслами или глицерином. Датчик вырабатывает служебный сигнал, амплитуда которого тем меньше, чем грубее поверхность.
(б) Оптимизация угла ввода Прозвучивание производится несколькими ПЭП или одним ПЭП с изменяемым углом ввода (типа «вариальфа»). SЭ измеряют по максимальной амплитуде эхо-сигнала. (в) Измерение эквивалентной площади SЭ на разных частотах Поскольку амплитуда эхо-сигнала A существенно зависит от bД/λ, где bД – поперечный размер отражателя, прозвучивание желательно производить в возможно более широком диапазоне частот, а SЭ измерять для максимальных значений A/AО, где AО – опорный уровень. Для коррозионных трещин, различно ориентированных относительно нормали к поверхности при таком способе измерения на частотах 0,6÷5,3 МГц наблюдается достаточно высокая корреляция с данными металлографии. (г) Дифференцированная оценка SЭ для дефектов разных типов Предварительно производится анализ типа и протяженности дефекта по одному или по совокупности нескольких информативных признаков. Эквивалентная площадь SЭ оценивается по соответствующим АРД-диаграммам в зависимости от того, является ли дефект компактным или протяженным. Это повышает точность измерения SЭ на 35%. Истинный (фактический) размер дефекта SФ может быть определен по соответствующим тарировочным кривым (корреляционным зависимостям). (д) Применение процессорных УЗ дефектоскопов Такие дефектоскопы обеспечивают «заморозку» изображения, что позволяет зафиксировать дефект, даже если оператор в момент фиксации не видел экрана, а также автоматически измерять максимальную амплитуду эхо-сигнала (SЭ) с большей точностью, чем это может сделать оператор. (е) Применение дельта-метода В сварных швах, склонных к трещинообразованию, вместо или совместно с эхо-зеркальным методом (ЭЗМ, тандем) может применяться дельта-метод. Он менее, чем ЭЗМ, критичен к ракурсу озвучивания в горизонтальной плоскости, хотя и обладает примерно такой же чувствительностью к выявлению плоскостных дефектов.
для обнаружения различным образом ориентированных дефектов в азимутальной плоскости. Веерный ПЭП, предложенный ЦНИИТМАШ, имеет пьезопластину выпуклой (цилиндрической) формы и дает широкую ДН (на рисунке ДН1 и ДН3 экспериментальные, ДН2 – теоретическая) с резким перепадом на границе света и тени. Тем самым обеспечивается равенство чувствительности в пределах ДН и малый уровень ложных сигналов. Очевидный недостаток – большая ошибка в определении координат отражателя вдоль продольной оси шва может быть преодолен путем прозвучивания найденной дефектной зоны стандартным ПЭП (на рисунке – ДН3).
(з) Применение фокусирующих ПЭП для повышения точности дефектометрии Существует много методов уменьшения угловой апертуры УЗ пучка, в том числе с использованием фокусирующих моно-пьезоэлементов, линз, фазовых решеток, матриц и т.п. Весьма эффективны разработанные в ЦНИИТМАШ аксиконовые РС-преобразователи и излучателем конусовидной формы.
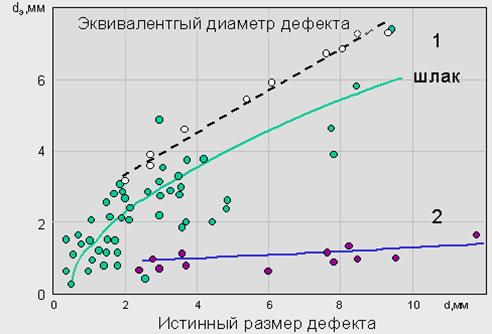
(и) Применение эхо-зеркального ЭЗМ метода («тандем») В изделиях с параллельными или коаксиальными поверхностями (трубы, сосуды) этот метод радикально повышает достоверность информации. Для трещин с поперечными размерами 3÷20 мм метод ЭЗМ дает в 3÷5 раз большую SЭ (кривая 1), а для еще больших трещин – в 10÷30 раз, чем при прозвучивании одним ПЭП (кривая 2).
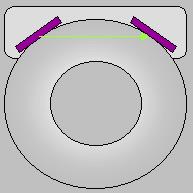
(к) Прозвучивание SH-поляризованными поперечными волнами Метод основан на выборе такой схемы прозвучивания и углов ввода, чтобы на дефект падала горизонтально поляризованная волна. Точность дефектометрии повышается за счет того, что SH волны при варьировании ракурса озвучивания на отражателе не трансформируются. Одной из практических реализаций метода является разработанное в МГТУ им. Баумана хордовое прозвучивание кольцевых стыковых сварных соединений тонкостенных труб с помощью РС ПЭП типа «дуэт». Достоверность контроля по такой схеме прозвучивания доказана в производстве трубных стыков различных типоразмеров. Наиболее эффективна аппаратурная реализация фирмы «Политест».
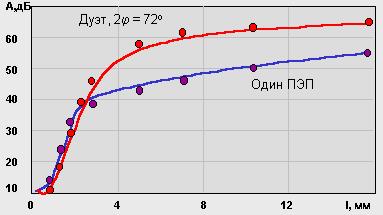
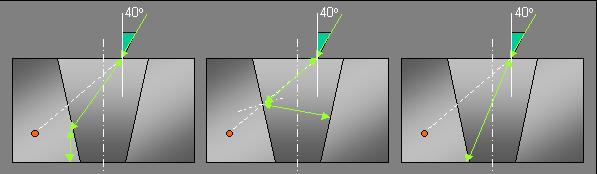
(л) Дополнительное прозвучивание толстостенных сварных швов головными волнами для обнаружения подповерхностных трещин. (м) Использование наклонных ПЭП типа «дуэт» с углом 72° между его акустическими осями при прозвучивании швов толщиной 12÷26 мм. Такая схема существенно снижает уровень ложных сигналов от валика усиления, что иллюстрируется рисунком.
7. АВТОМАТИЗАЦИЯ УЗК СВАРНЫХ ШВОВ
Автоматизация кардинально повышает достоверность и производительность УЗК сварных швов. Объем применения автоматизированных средств контроля существенно возрастает с каждым годом. Применение процессорной техники для управления сканированием и для обработки информации позволяет решать самые сложные задачи. Ультразвуковые голографы и томографы реализуют внутривидение (интроскопию) в полной мере. В частности, они позволяют получать трехмерные изображения дефектов, что однозначно решает вопросы эксплуатационного ресурса изделия. Ниже приведены фотографии различных автоматизированных дефектоскопов.
|
 между центральным лучом УЗ пучка и нормалью к плоскости дефекта определяется ориентацией дефекта и углом ввода и сильно влияет на амплитуду эхо-сигнала. В принципе, ошибку, связанную с оценкой размеров таких дефектов можно отнести одновременно и к субъективной и к объективной.
между центральным лучом УЗ пучка и нормалью к плоскости дефекта определяется ориентацией дефекта и углом ввода и сильно влияет на амплитуду эхо-сигнала. В принципе, ошибку, связанную с оценкой размеров таких дефектов можно отнести одновременно и к субъективной и к объективной.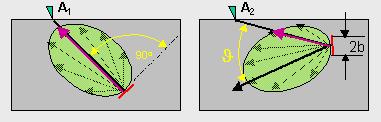






 (ж) Применение веерных ПЭП
(ж) Применение веерных ПЭП