ОДНОШПИНДЕЛЬНЫЙ ТОКАРНО-РЕВОЛЬВЕРНЫЙ АВТОМАТ 1Б140На токарно-револьверном автомате 1Б140 (рис. 66) в условиях крупносерийного и массового производства обрабатывают сложные по форме детали с применением нескольких последовательно или параллельно работающих инструментов. Характеристика станка. Наибольший диаметр обрабатываемого прутка 40мм; наибольший диаметр нарезаемой резьбы: в стальных деталях М24, в деталях из латуни М32; наибольшая длина подачи прутка за одно включение 100 мм; наибольший ход револьверной головки 100 мм; время изготовления одной детали
Рис. 66. Общий вид токарно-револьверного автомата 1Б140: 1- основание; 2 - передний поперечный суппорт (есть и задний поперечный суппорт); 3 -продольный суппорт (расположен на переднем поперечном суппорте); 4 - шпиндельная бабка; 5 - вертикальный суппорт (их два); 6 - револьверная головка; 7 - станина; 8 -суппорт револьверной головки 10,1-608,3 с; пределы частот вращения шпинделя: при левом вращении 160-2500 об/мин; при правом 63-1000 об/мин; наименьшее и наибольшее расстояние от торца шпинделя до револьверной головки 75-210 мм; мощность электродвигателя 5,5 кВт; габаритные размеры 1900X890x1500 мм.. Принцип работы станка. Обрабатываемый пруток пропускают через направляющую трубу и закрепляют в шпинделе станка цанговым зажимом. Инструмент закрепляют в револьверной головке, поперечных и на продольном суппортах. Инструментами револьверной головки протачивают наружные поверхности, обрабатывают отверстия и нарезают резьбу, инструментами поперечных суппортов обрабатывают фасонные поверхности, подрезают торцы, снимают фаски и отрезают готовые датали, а инструментом продольного суппорта производят точение конусов и другие операции. Главное движение. Вращение шпиндель V (рис. 67) получает от электродвигателя Ml через коробку скоростей и клиноременную передачу. Переключение электромагнитных муфт в коробке скоростей производится переключателями автоматически по установленной программе. Таким образом, на шпинделе можно автоматически получить по три различных частоты вращения при его левом и правом вращении. Сменные зубчатые а, колеса — позволяют увеличить количество частот вращения шпинделя. Л Кинематическая цепь привода вспомогательного и распределительных валов. Вращение вспомогательного вала VII осуществляется от самостоятельного электродвигателя М2 через червячную пару — при включенной зубчатой муфте 1. Вспомогательный вал делает 120 об/мин, а при выключенной муфте 1 его можно вращать вручную маховиком 6. От вспомогательного вала через червячную пару — вращение передается командоаппарату 2 переключения скоростей шпинделя, который по ходу технологического процесса обработки детали дает команды на включение соответствующих электромагнитных муфт в коробке скоростей. Через зубчатые колеса механизмов подачи и зажима прутка. Револьверная головка 5 поворачивается через передачу От вала VIII через коробку подач и червячную пару первому распределительному валу XV, а через передачи распределительному балу XVI. Валы XV и XVI связаны передачей с i = 1. На распределительном валу XVI установлены цилиндрический кулачок 9, осуществляющий подачу продольного суппорта 10, и барабаны 11, 12 и 13, дающие команды на включение однооборотной муфты 14 для поворота барабана командоаппарата 2, на включение такой же муфты 15 для подачи и зажима прутка и муфты 16 для поворота револьверной гол'овки. Перед подачей прутка кулачок 17 (вал XVIII) с помощью зубчатого сектора z = 125 и > > колеса z = 20 поворачивает качающийся упор и устанавливает его против переднего торца шпинделя. После подачи прутка упор отходит в исходное положение. Качающийся упор применяется в том случае, когда все позиции в револьверной головке заняты режущими инструментами. Качающийся упор имеет меньшую жесткость, чем упор, устано вленный в револьверной головке. Поэтому при его применении для обработки точных деталей подрезают торец заготовки. Справа на валу XVI установлены дисковые кулачки 18, 19, для подачи вертикальных 22 и 23 суппортов, а кулачки 20, 21 - поперечных 24 и 25.
На распределительном валу XV расположёны: дисковый кулачок 26 для подачи револьверного суппорта, барабан 27, управляющий приемником готовых деталей 28, и барабан 29, переключающий с помощью муфты 30 распределительные валы с медленного вращения на быстрое и наоборот. Медленное вращение распределительных валов осуществляется от вала VIII через передачу вправо). Кинематические цепи привода вращения специальных приспособлений. Вращение быстросверлильного приспособления осуществляется от самостоятельного электродвигателя МЗ. Вращение через конические зубчатые колеса быстросверлильного приспособления, установленный в одной из позиций револьверной головки. Этот шпиндель, вращаясь в направлении, обратном вращению заготовки, позволяет получать высокие скорости резания при сверлении отверстий малого диаметра. Винтовой транспортер удаления стружки получает вращение от вспомогательного вала VII через цепную передачу (муфта 32 включается вручную). Суппорт револьверной головки. Револьверная головка в процессе работы получает следующие движения: продольное перемещение справа налево (быстрый подвод и рабочая подача), быстрый отвод в исходное положение и переключение с одной позиции на другую. Продольное перемещение осуществляется от кулачка 49 (рис. 68), профиль которого соответствует технологическому про-
Рис. 68. Схема суппорта револьверной головки цессу обрабатываемой детали. Выступы кулачка, поднимая ролик рычага с зубчатым сектором 20, через рейку 18, связанную тягой 21 и шатуном 22 с кривошипным валом 23, сообщают движение револьверной головке / и ее корпусу. Корпус револьверной головки находится под постоянным действием пружины 17, стремящейся сдвинуть его вправо. Когда ролик, скатываясь с выступа, попадает во впадину кулачка 19, пружина отводит корпус револьверной головки вправо на расстояние, соответствующее глубине этой впадины. Револьверная головка поворачивается от вспомогательного вала через зубчатые колеса 15 (z = 84) я 13 (z = 42), вал 14, конические колеса 12 и 9 с передаточным отношением имеется палец 11с роликом 10) и мальтийский крест 7 с шестью радиальными пазами а. Крест установлен на конце оси револьверной головки /. При вращении кривошипного вала 23 ролик, 10 входит в очередной паз мальтийского креста и поворачивает его на 1/6 часть оборота вместе с револьверной головкой. В рабочем положении револьверную головку удерживает фиксатор 2. Механизм фиксации состоит из пружины 3, кулачка 25 и рычага 4 с роликом 24. Когда кулачок 25, связанный с кривошипным валом 23, нажимает на ролик 24, рычаг 4 поворачивается на оси 6, и, преодолевая сопротивление пружины 3, вытягивает фиксатор 2 из гнезда револьверной головки 1. После поворота револьверной головки в другую позицию профиль кулачка 25 позволяет фиксатору 2 под действием пружины 3 войти в очередноегнездо револьверной головки и зафиксировать ее в этом положении. Рукоятка 5 служит для ручного отвода фиксатора. Чтобы при повороте револьверной головки в другую позицию не повредить режущие инструменты и обрабатываемую деталь, перед каждым поворотом головки револьверный суппорт быстро отводят назад. Это осуществляется следующим образом. При вращении кривошипного вала 23, еще до того как ролик 10 дойдет до радиального паза а мальтийского креста 7 и начнется поворот револьверной головки, револьверный суппорт под действием кривошипа К и шатуна 22 быстро отойдет назад. По окончании поворота головки револьверный суппорт под действием кривошипа К займет первоначальное положение, при котором весь кривошипно-шатунный механизм представляет собой одну жесткую систему (как показано на рис. 68). Положение револьверного суппорта
откуда Храповая муфта Л1 предназначена для выключения вращения кулачка /С при быстром обратном ходе продольного суппорта и для останова кулачка при отведенном положении затыловочного суппорта. Наладка станка на затылование цилиндрических фрез с прямыми канавками. Расчетные перемещения 'конечных звеньев: п об/мин электродвигателя -» п об/мин шпинделя; 1 об. Шпинделя -»2 об. кулачка; 1 об. шпинделя —»s мм продольного перемещения резца. Наладку главного движения и движения цепи деления производят аналогично наладке на затылование дисковых фрез. Продольная подача инструмента осуществляется от ходового вала. Наладка станка на затылование цилиндрических фрез с винтовыми канавками. Расчетные перемещения конечных звеньев: п об/мин электродвигателя -»п об/мин шпинделя; 1 об. Шпинделя В этом случае необходимо выполнить все наладочные расчеты, как при наладке на затылование цилиндрических фрез с прямыми канавками, и дополнительно произвести наладку цепи дифференциала, т. е. сообщить кулачку дополнительное вращение. Это осуществляется от ходового вала или ходового винта через сменные колеса гитары дифференциала при наладке станка на дополнительное вращение кулачка ведется при условии, что при воображаемом перемещении суппорта на длину шага винтовой канавки Т кулачок совершает дополнительно ±z оборотов. Знак плюс соответствует увеличению числа двойных ходов резца, знак минус уменьшению этого числа. При различных направлениях винтовых линий червячной нарезки и продольной винтовой канавки берут знак плюс, при одноименных - знак минус. В последнем случае на гитаре дифференциала необходимо установить паразитное зубчатое колесо. Иначе говоря, необходимо, чтобы за один оборот шпинделя (заготовки) кулачок дополнительно получил
цепь дифференциала. При затыловании цилиндрических фрез с винтовыми канавками муфту М3 и гайку ходового винта выключают, а муфту М5 и тройной блок на валу XX (см. рис. 100) включают; при этом продольная подача суппорта происходит с помощью ходового вала. Учитывая, что один оборот шпинделя соответствует s мм продольного перемещения суппорта с резцом, расчётные перемещения цепи дифференциала будут иметь вид s мм продольного перемещения суппорта Уравнение кинематического баланса цепи дифференциала для этого случая
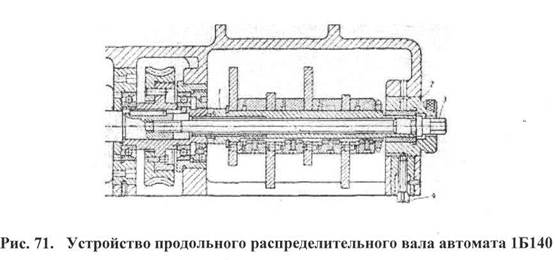
относительно торца шпинделя можно менять путем изменения положения тяги 21 в ползуне-рейке 18 ввертыванием или вывертыванием резьбовой втулки 16, которая связана с тягой 21. Коробка подач (рис. 69) у автомата 1Б140 закреплена на правом торце станины и получает вращение от вспомогательного вала через крестовую муфту 2. В зависимости от положения зубчатой муфты 1 коробка подач передает на распределительные валы медленное (рабочее) или быстрое вращение на холостом ходу. Поперечный распределительный вал 2 (рис. 70) несет на себе кулачок 1 подачи револьверного суппорта, который устанавливают с передней стороны автомата через прозрачную откидную крышку 3, т. е. у этого автомата имеется свободный доступ к кулачку револьверного суппорта. Продольный распределительный вал 1 (рис. 71) в этом автомате является более удобным с точки зрения наладки. Участок этого вала с дисковыми кулачками подачи поперечных суппортов является съемным. Для его снятия необходимо расстопорить винт 4, вывернуть стяжной винт 3, одновременно выдвигая вправо
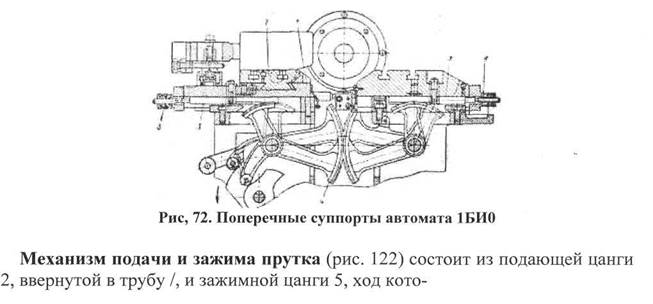
втулку 2. Чтобы снятию вала не мешали рычаги с роликами, их поднимают вверх и стопорят. Подъем рычагов осуществляется специальным механизмом, состоящим из червяка и неполного червячного колеса. Поперечные суппорты получают поступательное движение в сторону оси шпинделя от рычагов с зубчатыми секторами 4 (рис. 72), связанными с зубчатыми рейками 3, а установочное перемещение при настройке - от винтов 5 и 6. На переднем суппорте имеются продольные направляющие 1, по которым перемещается параллельно оси шпинделя или под углом к нему продольный суппорт 2. Рабочее движение суппорты получают от кулачков, установленных на распределительном валу автомата.
рой вправо ограничивается гайкой 15. Подающая цанга закалена в сжатом состоянии, а зажимная - в разжатом. Механизм установлен в опорах 3 и 10 и работает следующим образом. В определенный момент, соответствующий циклу работы станка, получают вращение кулачки барабанного типа 16 и 17, управляющие зажимной и подающей цангами. Это происходит после отрезки обработанной детали. Вращение кулачков 16 и 17 осуществляется от вспомогательного вала через передачу — (см, рис. 116). Первоначально от кулачка 17 (см. рис. 122) через рычаг 18 на расчетную величину подачи прутка перемещаются влево подающие труба / и цанга 2. При этом лепестки цанги будут скользить по зажатому прутку. Затем от кулачка 16 движение через рычаг 19 передается втулке 8. Во время подачи прутка необходимо, чтобы цанга 5 была в разжатом состоянии, поэтому втулке 8 сообщается перемещение вправо. Втулка 8 освобождает левые (длинные) концы рычажков 9 и труба 7 и втулка 6 под действием пружины 13 быстро отходят влево. Зажимная цанга разжимается и освобождает пруток. После этого подающая цанга получает движение вправо и силами трения перемещает пруток до упора, установленного в револьверной головке. Затем от рычага 19 втулка 8 перемещается влево, нажимает на левые концы рычажков 9, а они, опираясь на шайбу 11, смещают вправо трубу 7 и втулку 6, которая своим внутренним конусом сжимает зажимную цангу 5. Длина хода подающей цанги регулируется изменением положения камня 4, который может перемещаться винтом 14 по пазу рычага 18. Наладка автомата 1Б140 включает разработку технологического процесса обработки и карты наладки, выбор нормальной и изготовление специальной оснастки автомата, кинематическую наладку и монтаж оснастки на станке. При разработке технологического процесса обработки детали необходимо соблюдать следующие рекомендации: а) стремиться вести обработку одновременно несколькими инструментами; при этом не совмещать черновые и чистовые переходы, так как это увеличивает шероховатость и снижает точность обработки; б) производить по возможности совместную работу инструментов револьверной головки и поперечных суппортов; в) при точении фасонными резцами фаски на переходных кромках заменять дугами окружностей с радиусами R =s = 0,2 -г 0,3 мм; г) перед сверлением отверстий диаметром менее 10 мм необходимо производить центрование сверлом с вылетом / < 2d; д) операцию сверления глубоких отверстий (1 > 4d) следует разбивать на несколько переходов; е) наиболее точные размеры по длине детали следует выполнять инструментами, закрепленными в поперечном суппорте; ж) если в револьверной головке занято всего два-три гнезда, то необходимо переключать ее через одно отверстие или, если это возможно, обрабатывать две детали за один ицкл. Наиболее сложный профиль имеет дисковый кулачок револьверной головки. Его профиль (так же как и других кулачков) вычерчивают на основе данных операционной карты и размеров кулачка. В соответствии с этим заготовку кулачка делят лучами на 100 равных частей (рис. 124, а). Радиусы R криволинейных лучей равны расстоянию от центра ролика до оси качения рычага, несущего ролик, а центры этих радиусов должны располагаться на окружности радиуса К\ который приведен в паспорте станка. Кулачки вычерчивают в масштабе 1:1. Разбивка кулачка для каждого перехода начинается от нулевого луча, а отсчет производят по часовой стрелке, если смотреть на кулачок револьверной головки с задней стороны станка, а для кулачков поперечных суппортов — со стороны револьверной головки. После проведения лучей вычерчивают профиль кулачка. Вычерчивание начинается с участка, соответствующего подаче и зажиму прутка. Этот участок начинается с нулевого луча, который на чертеже должен пересекать вертикальную центровую линию
на чертеж кулачка так, чтобы их центры совпали. Кривую подбирают в зависимости от времени обработки, которое обозначено на шаблоне. Кривые спуска и подъема сопрягаются с дугой поворота револьверной головки дугами, радиус которых на 0,5 мм больше радиуса ролика. В большинстве случаев разность радиуса конца подъема и радиуса поворота револьверной головки принимают равной 1 мм. Тогда участок подъема высотой 1 мм вычерчивают без всякого шаблона. Участки кулачков, сообщающие подачу инструменту, очерчивают по архимедовой спирали или дуге, близкой к ней, для равномерного подъема ролика. Практикой доказано, что кулачки с профилями рабочих участков по дуге окружности также удовлетворяют необходимым требованиям. На рис. 74, в показан кулачок револьверной головки, вычерченный по данным операционной карты.
|

 вращение сообщается барабанам 3 и 4
вращение сообщается барабанам 3 и 4 ; конические колеса
; конические колеса  и мальтийский механизм 7 и 8.
и мальтийский механизм 7 и 8. вращение передается
вращение передается второму
второму
 и сменные зубчатые колеса
и сменные зубчатые колеса  (муфта 30 включена
(муфта 30 включена и
и  передается на шпиндель 31
передается на шпиндель 31 и червячную пару
и червячную пару

 , кривошипный вал 23 с диском 8 (на диске
, кривошипный вал 23 с диском 8 (на диске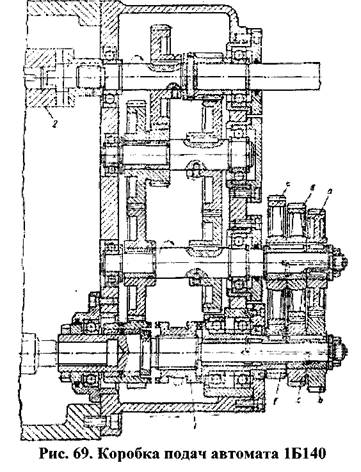

 или
или 
 -> s мм продольного перемещения резца.
-> s мм продольного перемещения резца. . Расчет
. Расчет оборотов при подаче от ходового вала или
оборотов при подаче от ходового вала или оборотов при подаче от ходового винта. Для этого в станке предусмотрена
оборотов при подаче от ходового винта. Для этого в станке предусмотрена оборотов кулачка.
оборотов кулачка.