Характеристика процессаХарактеристика процесса Таблица 1
Таблица 2
Таблица 3

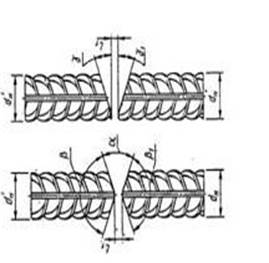
Рис.1 Порядок положения швов при многослойной сварке без формующих и технологических элементов (а) с односторонней и (б) двусторонней разделкой торцов стержней Таблица 4-Параметры режимов сварки
Способ подготовки кромок: допускается подготовка кромок механическим способом или термической резкой. Кромки заготовок деталей после кислородной или дуговой (воздушной и кислородной) резки очистить от грата, шлака, брызг и наплывов металла. Не прямолинейность реза торцов более 1 мм и наплывы должны быть удалены и зачищены. Свариваемые кромки и прилегающие к ним зоны металла шириной не менее 20 мм перед сборкой должны быть очищены от ржавчины, грязи, масла, влаги. Требования к сборке: при сборке арматурных стержней должна строго соблюдаться соосность стержней. Смещение не должно превышать 0,1·dн, а перелом в месте стыка – не более 3°. Сварочное оборудование: инвертор ARC 205B.
Технологические требования к сварке: дуговую сварку арматуры выполняют одиночным электродом. Сварной шов накладывают сначала с одной стороны разделки, затем с другой на всю ее ширину. В процессе заплавления разделки наплавленный металл периодически очищают от шлака. Зажигать и обрывать дугу необходимо в границах шва. Кратеры следует заваривать, оставляя электрод недвижимым до обрыва дуги или совершая электродом обратное движение в сторону наложенного шва. Требования к подогреву и термической обработке: не требуется подогрев и термическая обработка при температуре выше 0°С. Требования к контролю качества сварного соединения: перед сваркой контролировать: конструктивные элементы подготовки кромок, чистоту кромок и прилегающую к ним поверхностей деталей, зазор и смещение кромок. В процессе сварки контролю подлежат: температура деталей и окружающего воздуха, порядок сварки соединения, режим сварки, толщина и ширина валика шва, технологические параметры процесса сварки. После сварки контролю подлежат: клеймение, размеры выполненного шва и качество сварного соединения. Контроль сварных соединений Таблица 5
|