Головна сторінка Випадкова сторінка
КАТЕГОРІЇ:
АвтомобіліБіологіяБудівництвоВідпочинок і туризмГеографіяДім і садЕкологіяЕкономікаЕлектронікаІноземні мовиІнформатикаІншеІсторіяКультураЛітератураМатематикаМедицинаМеталлургіяМеханікаОсвітаОхорона праціПедагогікаПолітикаПравоПсихологіяРелігіяСоціологіяСпортФізикаФілософіяФінансиХімія
Складання словесного портрету
Дата добавления: 2015-08-17; просмотров: 595
|
|
Обкатные инструменты применяются не только для изготовления зубчатых колёс, но и для неэвольвентных профилей. Общей особенностью обкатных инструментов является наличие обкаточного движения инструмента и детали. Оно осуществляется механизмами станка либо конструкцией инструмента. Окончательное профилирование при обкате осуществляется методами: огибания, копирования, по переходной кривой и эквидистанте к ней, отдельными точками или участками режущей кромки и т.д. Наиболее распространён метод огибания.
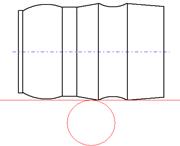
Обкатные резцы применяются для обработки деталей типа валиков с фасонными кольцевыми (тела вращения) или винтовыми (червяки и резьбы) образующими. В процессе обработки заготовка детали вращается вокруг своей оси (главное движение резания V). Обкатной резец перемещается поступательно вдоль оси обрабатываемой детали (движение подачи S) и одновременно синхронно с поступательным перемещением вращается вокруг своей оси (движение обката Dw). Последние два движения (Dw и S) в совокупности реализуют процесс обкатки: качение без проскальзывания центроиды инструмента – начальной окружности, по центроиде детали – начальной прямой.
Обработка по методу огибания возможна при выполнении следующих условий:
1). Если нормали к профилю обрабатываемой детали: а). пересекают центроиду детали; б). пересекают её в последовательном порядке; в). не пересекаются между собой на участке между профилем и центроидой во впадине детали.
2). Зуб – профиль режущей кромки инструмента имеет достаточную высоту
для обработки детали на требуемую глубину.
3) Переходные кривые, получающиеся при обработке в основании профиля, не превосходят допустимой величины.
Положение центроиды в профиле детали выбирают с таким расчетом, чтобы выполнялись условия для возможности обработки всего профиля. Для дугового участка профиля детали с центом на центроиде профиль режущей кромки инструмента будет такой же, как профиль детали. Диаметр начальной окружности резца для детали:1). С профилем шага P, повторяющимся по длине детали:

2). С профилем длиной L, не повторяющимся по длине учитывается добавочный участок  для отрезки детали:
для отрезки детали:
 (мм)
(мм)
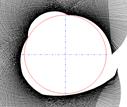
Графическое профилирование обкатного резца производится следующим образом. Сначала выполняется чертёж детали согласно заданию в тонких линиях на листе формата А1, центроиду детали разбивают на равные отрезки (примерно 5 мм) по всей длине (L+ l1) c учетом добавочного и участка на отрезку детали. Через полученные точки разбивки проводят тонкие прямые линии, перпендикулярные детали. Следующим шагом является аналогичная разбивка центроиды резца (окружности диаметром dw), построенной на кальке, на равные участки. Через полученные точки разбивки окружности проводятся радиальные тонкие прямые линии из центра окружности. Для осуществления профилирования резца методом огибания лист кальки накладывают на лист ватмана таким образом, чтобы центроиды резца касались центроиды детали – т.е. совместить точку на кальки с точкой на ватмане, совместив при этом радиальные прямые линии, перпендикулярным оси детали, которые выполняются на ватмане. После прорисовки контуров детали по всем точкам разбивки, к полученным на кальке изображениям контуров проводится огибающая линия(касательная к этим контурам), которая и будет искомой режущей кромкой обкатного резца.
Программа «ObkatRez», созданная на кафедре Станков и инструментов, позволяет осуществить автоматизированное построение обкатного резца. Задаётся профиль детали, смещение центроид (линия по которой перекатывается инструмент). Результат построения выводится на экран.При смещении центроид в отрицательном направлении (напр.: -5) радиус детали увеличивается, получается кривая эвольвента.Но возникаеттрудоёмкость обработки торцевых участков – подрезка.При смещение центроид в положительном направлении (напр.: 2,5 мм) у детали нет подрезки, и используется минимальное количество материала.
ЭКСПЛУАТАЦИОННЫЙ РАСЧЕТ ВЕНТИЛЯТОРА
1. Расчетная подача вентилятора

где kу = 1,2 ― коэффициент, учитывающий утечки через шахтный ствол и подводящие каналы вентиляторной установки. При расположении вентиляторной установки у клетевого ствола kу = 1,2 [Л-1].
2. Выбор типа вентилятора. Выбор производят, используя диаграммы полей рабочих режимов вентиляторов серий ВОД и ВЦ (ВЦД). На диаграммы наносят две точки, одна из которых имеет координаты Qр и hmax, а другая ― Qр и hmin. Если обе точки попадают одновременно в поля рабочих режимов двух типов вентиляторов, то предпочтение отдается тому, который обеспечивает необходи-мые рабочие режимы при большей величине средневзвешенного статического КПД. В нашем случае расчетным параметрам соответствует один вентилятор — ВШЦ16/730 с диаметром рабочего колеса 1,6 м и частотой вращения 750 об/мин.
Аэродинамические характеристики выбранного вентилятора представлены на рис. 1, из которого видно, что расчетная подача вентилятора реализуется со следующими значениями статического КПД: при максимальной депрессии (точка 1) — ηmax = 0,75; при минимальной депрессии (точка 2) — ηmin = 0,62.
Средневзвешенный статический КПД вентилятора

3. Обобщенные коэффициенты сопротивления вентиляционной сети:
● при максимальной депрессии ―

● при минимальной депрессии ―

4. Расчет аэродинамических характеристик вентиляционной сети произво-дим по формуле
— 2 —

Результаты расчета представлены в табл. 1.
Таблица 1
| Q, м3⁄с | ||||||
| hс.max = RmaxQ2, Па | 115,5 | 460,6 | 1036,35 | 1842,4 | 2878,75 | 4145,4 |
| hc.min = RminQ2, Па | 97,425 | 389,7 | 876,825 | 1558,8 | 2435,625 | 3507,3 |
5. Графическое определение параметров рабочих режимов вентилятора (см. рис. 1).

Рис. 1.Аэродинамические характеристики вентилятора
и вентиляционной сети
5.1. При расчетных рабочих режимах (точки 1 и 2 на рис. 1):
● при максимальной депрессии ―
— 3 —
Q1 = 16,8 м3⁄с ; h1 = 1300 Па; Θна1 = 52°; η1 = 0,74;
● при минимальной депрессии ―
Q2 = 16,8 м3⁄с ; h2 = 1100 Па; Θна2 = 56°; η2 = 0,62.
5.2. При форсированных рабочих режимах (точки 5 и 6 на рис. П-2.1):
● при максимальной депрессии ―
Q5 = 18 м3⁄с ; h5 = 1670 Па; Θна5 = –10°; η5 = 0,80;
● при минимальной депрессии ―
Q6 = 20,5 м3⁄с ; h6 = 1600 Па; Θна6 = –10°; η6 = 0,82.
6. Резерв производительности вентиляторной установки при расчетных ре-жимах проветривания:
● при максимальной депрессии ―

● при минимальной депрессии ―

7. Расчетная мощность на валу вентилятора:
● при максимальной депрессии ―
N1 = 10-3h1Q1 ⁄ η1 = 10-3∙1300∙16,8/0,74 = 29,51 кВт ;
N5 = 10-3h5Q5 ⁄ η5 = 10-3∙1670∙18/0,8 = 37,575 кВт ;
● при минимальной депрессии ―
N2 = 10-3h2Q2 ⁄ η2 = 10-3∙1100∙16,8/0,62 = 29,8 кВт ;
N6 = 10-3h6Q6 ⁄ η6 = 10-3∙1600∙20,5/0,82 =40 кВт .
8. Выбор электродвигателя для вентилятора производится по наибольшей из полученных выше расчетных мощностей с учетом резерва не менее 10—15%:
Nр = (1,1÷1,15)∙40 = 44÷60 кВт.
В качестве привода вентилятора принимаем асинхронный электродвигатель ВАО 92-8 (табл. 2.10 — [Л-1]) со следующими характеристиками: номинальная мощность — N = 55 кВт; частота вращения — п = 750 об/мин; коэффициент полезного действия — ηэд = 0,9, cosφ =0,8.
9. Среднегодовой расход электроэнергии

где ηэс = 0,94÷0,96 ― КПД питающей электрической сети.
| <== предыдущая лекция | | | следующая лекция ==> |
| На ІІ семестр 2014/2015н.р. | | | Словесний портрет |