Головна сторінка Випадкова сторінка
КАТЕГОРІЇ:
АвтомобіліБіологіяБудівництвоВідпочинок і туризмГеографіяДім і садЕкологіяЕкономікаЕлектронікаІноземні мовиІнформатикаІншеІсторіяКультураЛітератураМатематикаМедицинаМеталлургіяМеханікаОсвітаОхорона праціПедагогікаПолітикаПравоПсихологіяРелігіяСоціологіяСпортФізикаФілософіяФінансиХімія
Господарські агропромислові формування
Дата добавления: 2015-08-30; просмотров: 731
|
|
Проверка отклонений формы поверхностей в большинстве случаев производится путём измерения на универсальных или специальных измерительных приборах. Однако в ряде случаев оказывается целесообразным использовать методы альтернативной проверки и, в частности, применять калибры специальной конструкции (рисунок 3а, 3б).
Типы, конструкции и точность изготовления измерительных поверхностей таких калибров не стандартизованы. Принцип их конструирования и использования основывается на выполнении основного положения об отклонении формы, которое представляет собой наибольшее расстояние между точками реальной поверхности и соответствующими точками прилегающей поверхности, определяемое по нормали к прилегающей поверхности.
Для контроля прямолинейности оси поверхностей большой протяжённости используются калибры, сконструированные по принципу калибров расположения. Они представляют собой контрдеталь размером, соответствующим размеру проходного калибра с количеством материала, уменьшенным на величину допуска прямолинейности. Так, номинальный размер проходной пробки для контроля зависимого допуска прямолинейности:
dн = dПР.изн - TF
где dПР.изн - размер полностью изношенной проходной пробки для контроля отверстия;
TF - допуск прямолинейности оси отверстия.
Длина такого проходного калибра не должна быть меньше длины соединения.
Для измерения отклонения от прямолинейности используют линейки поверочные типа ЛД, ЛТ и ЛЧ; для измерения плоскостности - линейки поверочные типа ШП, ШД, ШМ и УТ. Линейки изготовляют по ГОСТу 8026 - 92: линейки типа ЛД, ЛТ и ЛЧ - из стали марок Х и ШХ 15; типа ШП и ШД - из стали марок У7 и 50 и типа ШМ и УТ - из серого чугуна. Согласно ТУ 2-034-806 - 76 линейки выпускаются хромированными. Освоен выпуск линеек поверочных из твердокаменных пород.
Для измерения плоскостности по ГОСТу 10905 - 86 выпускаются чугунные поверочные плиты и по ТУ 2-034-802 - 74 - плиты поверочные из твердокаменных пород (гранита, диорита, диабаза и габбро).
Измерение прямолинейности поверхностей с помощью лекальных линеек можно производить "на просвет" и методом линейных отклонений. В первом случае ребро лекальной линейки помещают на поверяемую поверхность и на глаз оценивают просвет между ними. Невооруженным глазом можно обнаружить просвет в 1 - 2 мкм. Во втором случае линейку укладывают на две опоры равного размера, расположенные на поверяемой поверхности, и определяют расстояние между поверяемой и рабочей поверхностями линейки с помощью щупов, концевых мер длины или специальными приборами с отсчетным устройством.
Для измерения прямолинейности вертикальных поверхностей широко используется метод натянутой струны.
Шаброванные плиты типа ШМ широко применяют в качестве образцовых поверхностей при оценке неплоскостности по методу "пятен на краску". Критерием хорошей плоскостности является равномерное распределение окрашенных пятен (краска – берлинская лазурь или сажа) по всей поверхности.
Плоскостность можно измерить сферометром и карусельным плоскомером.
Сферометр (рисунок 6) состоит из корпуса 1 с тремя жесткими опорами 2, 3 и 4, образующими исходную плоскость. В центре корпуса помещен микрометрический винт 5 (отсчетное устройство).
Карусельный плоскомер (рисунок 7) имеет измерительную головку 1, которая закреплена на передвижной консоли 2, размещенной на колонке 3.
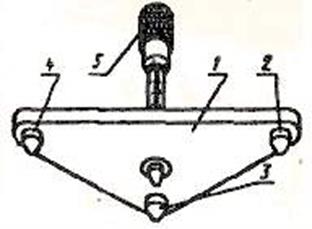
Рисунок 6 Сферометр
 |
Колонка 3 имеет возможность поворачиваться в кронштейне 5, который, в свою очередь, поворачивается вокруг колонки 4, связанной с основанием 6. Перед началом измерения, регулируя винты 7, добиваются, чтобы показания головки 1 в трех базовых точках, определяющих исходную плоскость, были равны нулю. Затем, вращая кронштейн 5 и колонку 3, можно измерять плоскостность в любой точке измеряемой поверхности 8 в радиусе r.
Проверка отклонений расположения может осуществляться универсальными измерительными средствами либо калибрами расположения.
Нашли применение системы одноэтапного и двухэтапного контроля расположения с помощью комплексных калибров.
Конструкции калибров могут быть различными и определяются конструкцией детали и положением контролируемых поверхностей. Калибры могут быть цельными и составными.
Расчёт размеров комплексных калибров для одноэтапной, наиболее распространённой схемы контроля, осуществляется в соответствии с ГОСТ 16085-80.
| <== предыдущая лекция | | | следующая лекция ==> |
| Сучасні форми агропромислових формувань | | | Територіальні агропромислові формування |