Головна сторінка Випадкова сторінка
КАТЕГОРІЇ:
АвтомобіліБіологіяБудівництвоВідпочинок і туризмГеографіяДім і садЕкологіяЕкономікаЕлектронікаІноземні мовиІнформатикаІншеІсторіяКультураЛітератураМатематикаМедицинаМеталлургіяМеханікаОсвітаОхорона праціПедагогікаПолітикаПравоПсихологіяРелігіяСоціологіяСпортФізикаФілософіяФінансиХімія
ECOSYSTEM ECOLOGY
Дата добавления: 2015-09-19; просмотров: 778
|
|
Зенкеры- это осевые многолезвийные режущие инструменты, которые применяются для промежуточной или окончательной обработки отверстий, полученных предварительно сверлением, литьем, ковкой или штанповкой, с целью повышения их точности.
Зенкерование как получистовая и, отчасти, чистовая операция механической обработки имеет следующие основные назначения:
Очистка и сглаживание поверхности отверстий: перед нарезанием резьбы или развёртыванием;
Калибрование отверстий: для болтов, шпилек и другого крепежа.
По виду обработки зенкеры разделяются на следующие основные группы:
- цилиндрические зенкеры, служащие для расширения на 1,0—8 мм цилиндрических отверстий (рис. 61, а);цилиндрические зенкеры с направляющей цапфой, предназначенные для обработки цилиндрических углублений под головки винтов {рис. 61, б);
- конические зенкеры для обработки конических углублений под головки винтов, гнезд под клапаны, снятия фасок и т. п. (рис. 61, в);
- торцовые зенкеры для зачистки торцовых плоскостей бобышек, приливов и т. п.(рис.61,г). 
Рис. 61. Типы зенкеров
По способу крепления зенкеры делятся на хвостовые и насадные. Они могут быть цельными и сборными, изготовленными из инструментальных сталей или твердосплавными.
Цилиндрические зенкеры для расширения отверстий наиболее широко распространены в промышленности. Они позволяют получить отверстие 4-го класса точности и чистоту обработанной поверхности в пределах 3-5-го классов. Цельный цилиндрический зенкер состоит из режущей части (рис. 62), направляющей или калибрующей части, шейки хвостовика.



Рис. 62. Элементы цилиндрического зенкера
В отличие от сверла цилиндрический зенкер имеет большее число зубьев и увеличенный диаметр сердцевины, благодаря чему повышается жесткость инструмента, обеспечивается лучшее направление его в отверстии. Глубина резания при зенкеровании меньше, чем при сверлении, поэтому у зенкера отсутствует поперечная кромка, а его режущие кромки имеют сравнительно небольшие размеры и располагаются на периферии.
Направляющая часть зенкера необходима для направления его при работе, придает отверстию окончательные размеры и чистоту поверхности, является запасом на переточку и обеспечивает удаление стружки по канавкам из зоны резания.
Хвостовики служат для крепления зенкера на станке. Они бывают конической или цилиндрической формы. Наиболее распространенные зенкеры с коническим хвостовиком.
Зенкеры для конических углублений (рис. 64) предназначаются для обработки конических отверстий небольшой глубины.

Рис. 64. Зенкер для конических углублений
Они имеют прямые зубья с плоской передней поверхностью. В зависимости от размеров число зубьев конического зенкера колеблется от 6 до 12. Толщина сердцевины на торце выбирается 0,1D, диаметр торца (0,15—0,18)D, а ширина задней поверхности зуба р = 0,6-:- 1,2 мм. Угол ТЕТА впадины зуба принимается в соответствии с углами профиля угловых фрез, с помощью которых ведется обработка стружечных канавок зенкера, равным 90° — 75°.
Торцовые зенкеры (рис. 67) предназначаются для обработки торцовых плоскостей бобышек, различных приливов и т. п. 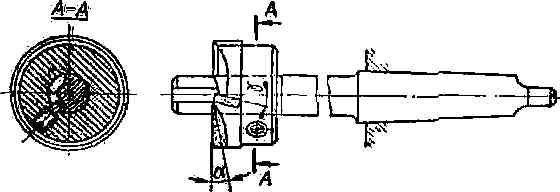
Рис. 67. Торцовый зенкер
Эти зенкеры имеют зубья, расположенные только на торце, число которых колеблется от 4 до 6. В целях облегчения работы рекомендуется на зенкерах, имеющих значительные по длине режущие кромки, делать в шахматном порядке стружкоразделительвые канавки.
Такие зенкеры бывают односторонние и двусторонние. Двусторонние имеют режущие зубья на обоих торцах.
Зубья торцовых зенкеров часто выполняются твердосплавными особенно при обработке чугунных заготовок.
11. Развёртки. Назначения, типы, конструкции.
Развёртка – режущий инструмент, который нужен для окончательной обработки отверстий после сверления, зенкерования или растачивания. Развёртыванием достигается точность до 6-9 квалитета и шероховатость поверхности до Ra = 0,32…1,25 мкм.
Есть разные типы разверток. Они отличаются в зависимости от характера применения, формы обрабатываемого отверстия, формы присоединительной поверхности, конструкции зубьев, регулирование на размер, инструментального материала: ручные цилиндрические с хвостовиком; ручные разжимные; машинные цилиндрические с хвостовиком (цилиндрическим (рис. 5.1а; рис. 5.2) или с конусом Морзе (рис. 5.3)) и насадные (сплошные из высоколегированной стали (рис.5.1б) или оснащенные напаянными пластинами твердого сплава, со вставными зубами из высоколегированной стали (рис5.1в) оснащенными ли твердым сплавом); конические (под конические штифты, коническую резь, конус Морзе, метрический конус, конусность 1:30); котельные.
Основными конструктивными элементами развёртки являются режущая и калибрующая части, число зубьев, направление зубьев, углы резания, шаг зубьев, профиль канавки, зажимная часть. 
| <== предыдущая лекция | | | следующая лекция ==> |
| ПРИЛОЖЕНИЕ 3б | | | Read the text and translate the italised extract in written form. |