Головна сторінка Випадкова сторінка
КАТЕГОРІЇ:
АвтомобіліБіологіяБудівництвоВідпочинок і туризмГеографіяДім і садЕкологіяЕкономікаЕлектронікаІноземні мовиІнформатикаІншеІсторіяКультураЛітератураМатематикаМедицинаМеталлургіяМеханікаОсвітаОхорона праціПедагогікаПолітикаПравоПсихологіяРелігіяСоціологіяСпортФізикаФілософіяФінансиХімія
CD- диску.
Дата добавления: 2015-09-19; просмотров: 460
|
|
Поверхности детали обозначены на Рисунке 3, а характеристики поверхностей подробно описаны в таблице 1.
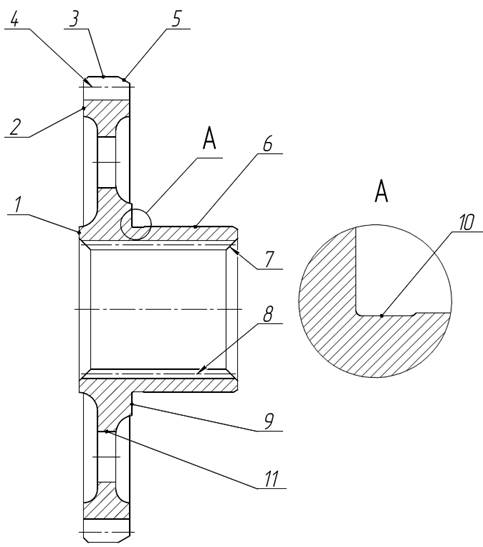
Рисунок 3 – поверхности детали «Шестерня ведомая»
Таблица 1 – Сводная таблица характеристик поверхностей детали
| Наименование поверхности | Точность (квалитет) | Шерохова-тость, мкм | Примечание |
| Наружная плоская (1) | js12 | Ra10 | (2 шт.) Допуск биения 0,12 |
| Наружная плоская (2) | h14 | Ra5,0 | 2 шт. |
| Наружная цилиндрическая Ø202,5 (3) | h12 | Ra5,0 | - |
| Наружная эвольвентная m=4,5 (4) | 9BC | Ra2,5 | 43 зуба |
| Наружная коническая 5х30° (5) | h14 | Ra5,0 | - |
| Наружная цилиндрическая Ø72 (6) | d8 | Ra0,63 | Допуск биения 0,06 |
| Внутренняя коническая Ø62х45° (7) | H14 | Ra5,0 | 2 фаски |
| Внутренняя шлицевая m=4,5 (8) | D8 | Ra3,2 | 12 шлиц |
| Наружная плоская (9) | h14 | Ra3,2 | - |
| Наружная цилиндрическая Ø71,5 (10) | h14 | Ra5,0 | канавка |
| Внутренняя цилиндрическая Ø22 (11) | H15 | Ra20 | 4 отв. |
Анализируя технологичность данной детали, можно отметить, что она не сложна в конструкции. Все поверхности детали легко доступны и не требуют применения специального инструмента.
Для изготовления детали «Шестерня» выбран материал – Сталь 25ХГТ.
Качественная хромомарганцевая сталь марки 25ХГТ принадлежит к группе конструкционных легированных сталей. Этот металл очень востребован в различных отраслях промышленности и производстве. Благодаря своей высокой твердости и прочности, сталь 25ХГТ стала незаменимой при производстве всевозможных деталей. В основном, это нагруженные зубчатые колеса и другие детали, твердость которых более HRC 59.
Материал Сталь 25ХГТ удовлетворяет требованиям чертежа детали и заготовки, поэтому, деталь можно считать технологичной по материалу.
В геометрическом отношении деталь состоит из простейших конструктивных элементов. В процессе механической обработки доступ к обрабатываемым поверхностям не затруднён, что является положительным фактором в оценке детали на технологичность.
Зубчатый венец является открытым с двух сторон, что позволяет использовать производительные методы нарезания зубьев. Поскольку шлицевое отверстие является сквозным, то возможно применение высокопроизводительного метода получения отверстий – протягивание.
Получение заготовок в конкретных производственных условиях не доставляет трудностей, так как получение заготовок методом штамповки хорошо освоено и на эту часть производственного процесса разработаны типовые технологические процессы.
Масса детали составляет 3,35 килограмма, масса заготовки 4,6 килограмм.
По данным показателям деталь является технологичной.
Несмотря на среднюю сложность изготовления конструктивных элементов детали и большое количество обрабатывающихся поверхностей, можно отметить, что деталь технологична и не представляет больших сложностей для ее механической обработки.
О правильности такого вывода можно судить по количественным показателям технологичности.
Количественная оценка производится по двум показателям:
1) Коэффициенту уровня технологичности по точности (kтч);
2) Коэффициенту уровня технологичности по шероховатости (kш).
При этом деталь считается технологичной, если выполняются условия: kтч>0,85, kш<0,35.
Определим показатели технологичности (см. таблицы 3 и 4), исходя из данных, приведенных в таблице 2.
Таблица 3 – Определение коэффициента точности
| Тi | ni | Тi×ni |
| Сумма |  =70 =70
|  =685 =685
|
Тср=  =
=  =9,8;
=9,8;
где Тср – средний квалитет точности обработки изделия;
T – квалитет точности;
ni – число размеров соответствующего квалитета точности.
Коэффициент технологичности по точности:
kтч=1–  =1–
=1–  =0,9
=0,9
Деталь технологична по точности, т.к. kтч>0,85
Таблица 4 – Определение коэффициента шероховатости
| Шi | ni | Шi×ni |
| 0,63 | 0,63 | |
| 2,5 | 107,5 | |
| 3,2 | 41,6 | |
| 5,0 | ||
| =70
|  =284,73 =284,73
|
Шср=  =
=  =4,1;
=4,1;
где Шср – средняя шероховатость поверхности изделия;
Ш – шероховатость поверхности изделия;
ni – число поверхностей соответствующей шероховатости.
Коэффициент технологичности по шероховатости:
kш=  =
=  =0,24;
=0,24;
Деталь технологична по шероховатости, т.к. kш <0,35.
| <== предыдущая лекция | | | следующая лекция ==> |
| Вступ до дисципліни | | | CD- диску. |