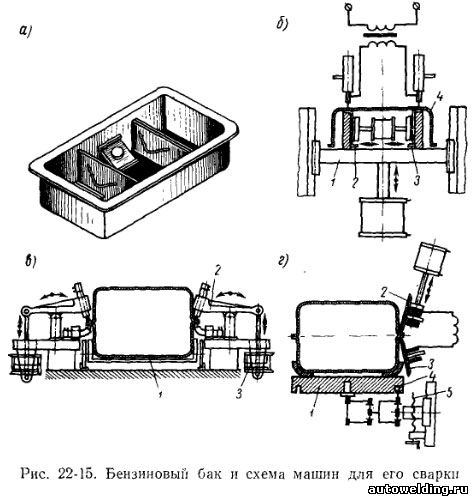
Определение нагрузок на стропильные фермыСтропильные фермы рассчитываются на следующие виды нагрузок, передающихся на них в виде сосредоточенных сил в узлах: на постоянную нагрузку от веса кровли и собственного веса конструкций; на временную нагрузку от снега, ветра, подвесного подъемно-транспортного оборудования и др. Эти нагрузки в большинстве являются равномерно распределенными. Равномерно распределенную нагрузку подсчитывают сначала на 1 м2, затем определяют грузовую площадь, приходящуюся на один узел, после чего находят сосредоточенную силу, действующую на каждый узел фермы: Р=bd * где qi — нормативная (эксплуатационная) равномерно распределенная нагрузка на 1 м2 горизонтальной проекции; ni — коэффициент перегрузки соответствующей нагрузки; d — длина панели пояса фермы, к которому приложена нагрузка; b — расстояние между фермами (шаг ферм). При крутых уклонах кровли нагрузку от собственного веса кровли следует принимать равной qкр = gкр/cos α. Нагрузка от собственного веса стропильных ферм, связей, прогонов и фонарей, отнесенная к 1 м2 площади здания, может быть определена по табл. 49. Вес остекления принимается равным 35 кг на 1 м2 остекленной поверхности. Нагрузка от снега принимается в соответствии со СНиП (II. Б-1, § 4). При этом снег, как правило, считается распределенным по всей площади покрытия. Иногда при расчете стропильных ферм учитывают возможность одностороннего расположения снега (на половине пролета фермы), что дает для средних раскосов большие усилия и может даже изменить знак усилия. Но так как сечение средних раскосов вследствие относительно малых усилий в них чаще всего назначают по конструктивным соображениям (по гибкости), то надобность в учете такого расположения снеговой нагрузки в большинстве случаев практически отпадает. Нагрузка от ветра учитывается в фермах только при угле наклона верхнего пояса больше 30° и относится к дополнительному сочетанию нагрузок. 66. Сферические резервуары Сферические одностенчатые резервуары служат для хранения под давлением топливных газов и легкоиспаряющихся веществ. Сферические резервуары являются поэтому хранилищами в газовой сети или представляют собой оборудование, которое входит в состав производственных линий в химической промышленности. В зависимости от выполняемой функции сферические резервуары будут отличаться вместимостью и рабочим давлением. Резервуары, предназначенные для хранения топливных газов, имеют, как правило, большой диаметр, а рабочее давление не превышает в них обычно 1 МПа. Например, один из крупнейших шаровых резервуаров для топливного газа, построенный в 1958 г. в Вуппертале (ФРГ), имеет диаметр 47,3 м и эксплуатируется под давлением 0,45 МПа. Резервуары для легкоиспаряющихся веществ имеют меньшие диаметры, чаще всего в пределах 10—18 м, однако они проектируются на гораздо большее эксплуатационное давление, доходящее до 4 МПа. Кроме одностенчатых резервуаров уже несколько лет сооружаются также двустенчатые сферические- резервуары. Они предназначены для хранения сжиженных газов при обычном давлении, но при пониженной температуре, доходящей до 0 К при хранении сжиженного гелия или водорода. Эти резервуары состоят из двух концентрических сферических оболочек, отличающихся диаметром в пределах 2 м. Внутренняя оболочка является емкостью для хранения продуктов, а внешняя оболочка обеспечивает защиту изоляции и дает возможность создать требуемое незначительное избыточное давление в изолирующем пространстве. Монтаж сферических резервуаров очень сложен. Это связано как с самой формой оболочки, так и с допустимыми при приемке только минимальными отклонениями от идеально сферической формы. Ограничение до минимума монтажных деформаций, а также требование выполнения сварных швов высокого качества необходимо для безопасной эксплуатации резервуара при высоком внутреннем давлении и одновременном отсутствии защиты от атмосферных воздействий, главным образом при низких температурах. Размеры сооружаемых в настоящее время сферических резервуаров исключают возможность их сборки на заводах. Поэтому резервуары собирают непосредственно на фундаментах. 68. Сварочные детали машин Большинство деталей машиностроения можно выполнить сварными из отдельных заготовок более простой формы. Применительно к индивидуальному производству деталей тяжелых: машин такой подход, как правило, оправдывается. Однако для деталей, выпускаемых в условиях серийного, а тем более массового производства, целесообразность изготовления детали составной с помощью сварки не является бесспорной. Эта целесообразность существенно зависит от технологичности ее конструкции, т. е. от характера расчленения детали, метода получения заготовок, их обработки, удобства выполнения и трудоемкости сборочно-сварочных операций, возможности механизации процесса изготовления, величины искажений размеров и формы от сварки, необходимости и характера последующей термической и механической обработки и т. п. Так, например, в условиях серийного и массового производства широко применяют сварку заготовок, штампованных из листа. Технологичность таких штампосварных деталей достигается относительна высокой точностью размеров и формы штамповок, позволяющей исключить предварительную механическую обработку, удобством сборки и сварки тонких листов не только встык, но и внахлестку и по отбортовке, а также возможностью получения весьма жестких деталей малого веса. Характерным примером штампосварной детали может служить бензиновый бак автомобиля, свариваемый из двух штампованных половиц с перегородками для уменьшения гидравлических ударов (рис. 22-15, а). Вначале к половинкам корпуса точечной сваркой приваривают штуцеры, шайбы, перегородки. Эта операция выполняется на специальной многоточечной машине (рис. 22-15, б), где перегородки 2 и 3 закрепляются на подъемном столе 1, а корпус 4 устанавливается сверху. Затем собранный бак устанавливают на тележку 1 другой многоточечной машины (рис. 22-15, в) и подают под электроды 2 для прихватки. Роликовая сварка замыкающего герметичного шва по фланцу выполняется при расположении бака на плите 1, соединенной шарнирно с корпусом машины (рис. 22-15, г). При вращении сварочных роликов 2 и 3 плита 1 перемещается в горизонтальной плоскости, и ролики обкатывают изделие по фланцу. Расстояние до края выдерживается за счет пальца 4, скользящего в пазу плиты 1. Положение плиты по высоте регулируется винтом 5. После сварки шва производится припайка горловин.
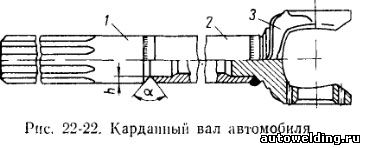
пределенные достоинства штампосварных деталей, естественно, не исключают эффективное использование заготовок, получаемых другими технологическими методами. Для сварных деталей типа валов, осей и роликов характерным является наличие кольцевых швов, соединяющих отдельные заготовки друг с другом. В зависимости от размеров деталей, материала заготовок и конструктивного оформления сварных соединений методы их сварки могут быть различны. Так, на рис. 22-22 показан карданный вал автомобиля, свариваемый из трех частей электродуговой сваркой. Шлицованный конец 1 и вилка кардана 3 выполняются горячей штамповкой из стали 40 и 40Х, труба 2 — из стали 35 и 45. Карданные валы диаметром более 40 мм сваривают под флюсом, диаметром 40 мм и менее — в среде СО2.
|