ПРОРЕЗИНИВАНИЕ ТКАНЕЙ КЛЕЯМИПромазка и обкладка тканей резиновой смесью на каландре связаны с определенными трудностями и не всегда могут быть применены. При промазке (фрикционировании) резиновая смесь иногда пристает к ткани недостаточно прочно, при обкладке же прочность связи ее с тканью очень слаба. Кроме того, при промазке, резиновая смесь вдавливается в промежутки между отдельны-
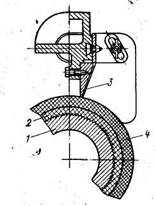
Рис. 1V.98.Клеепромазочная машина. 1 - полый чугунный вал;2-эбонит; 3-нож; 4- мягкая резина
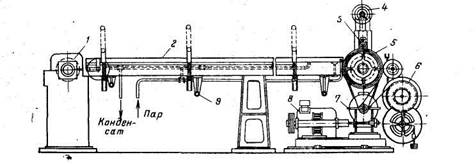
ми нитями и часть ее может выступить на обратной стороне ткани, что во многих случаях недопустимо. На самых точных каландрах допускается наложение резиновой смеси на ткань толщиной не менее 0,10—0,15 мм. Поэтому, если нельзя прорезинивать ткани на каландре, применяют прорезинивание тканей на клеепромазочных машинах. Основными деталями машины являются рабочий вал, нож и плита. Рабочий вал (рис. IV.98) изготовляют из чугуна и обкладывают двумя слоями резины — эбонита и мягкой резины или полуэбонита; поверхность резины для предохранения ее от действия растворителя покрывают шеллаком. Вал приводится во вращение от трансмиссии или от индивидуального электродвигателя. Над валом помещают стальной нож в виде широкой пластины. Нож укреплен в подшипниках, которые могут перемещаться в вертикальном направлении. Зазор между валом и ножом можно регулировать винтами, расположенными у краев ножа. Нож должен иметь очень ровный край; зазубрины, вмятины или выработка в средней части ножа могут явиться причиной неравномерности наносимого слоя. Клей накладывают на ткань перед ножом; при прохождении ткани между валом и ножом последний задерживает большую часть клея, и на поверхности ткани остается лишь тонкий слой («штрих» — по заводской терминологии). Толщина пленки клея, наносимого за один проход, зависит от плотности ткани и зазора между ножом и тканью, а степень проникновения клея в ткань — -от его вязкости. При нанесении первых слоев жидкого клея для предотвращения проникновения его сквозь ткань (пробивания ткани) металлический нож заменяют деревянным. При работе на клеепромазочной машине (рис. IV.99) ткань протягивается с помощью свободно вращающихся валиков над подогревательной плитой. При прохождении ткани над плитой растворитель испаряется. Подогревательные плиты обычно изготавливают из листовой стали из трех частей с полостями для подвода пара; длина плиты 4—5 м, ширина 1,25—2 м. Давление пара в полостях плиты должно быть не выше 0,2 МПа. Движение ткани по плите осуществляется с помощью ведущего барабана, установленного в противоположном рабочему валу конце плиты. Верхняя образующая барабана должна быть на 45—: 50 мм выше уровня плиты. Для предотвращения провисания ткани необходимо, чтобы барабан вращался с частотой, превышающей частоту вращения рабочего вала. Диаметр барабана 350—
Рис. IV.99. Кяеепромазочиая машина: 1 — барабан; 2 — подогревательная плита; 3 —клеепромазочный нож; 4 — механизм для регулирования ножа; 5 — рабочий вал; 6 — раскаточные и закаточные ролики; 7 — редуктор; 8 — электродвигатель.
400 мм. Для того чтобы устранить проскальзывание ткани, проходящей по барабану, на него наклеивают плотную ткань с крупным рифлением. Мощность привода клеепромазочной машины зависит от того, с каким допустимым натяжением следует перемещать ткань, чтобы она не провисала над подогревательной плитой. Допускаемое натяжение S (Н/м) составляет 0,1 прочности ткани. S = R/10 где R — предел прочности ткани в момент разрыва, Н/м ширины. Требуемую мощность привода N (Вт) рассчитывают по формуле N = SBV/k где В — ширина ткани; м; V — скорость движения ткани, м/с; k — коэффициент полезного действия, определяемый суммой потерь в передачах, подшипниках и; других деталях (равен 0,6—0,7).Ткань при прорезинивании движется со скоростью 3—22м/мин. Предотвратить образование пор в слое резины возможно, если за один пропуск на ткань наносить минимальное количество резиновой смеси и обеспечить движение ткани с такой скоростью, чтобы за время ее прохождения над плитой происходило полное испарение растворителя. В противном случае при вулканизации резиновой смеси вследствие испарения растворителя в клеевой пленке образуются сквозные поры или мелкие пузыри, в результате ткань становится технически непригодной. В зависимости от назначения прорезиненных тканей применяв ют различные методы лабораторных испытаний. Прорезиненные ткани для плащей и спецодежды испытывают на водонепроницаемость; ткани для надувных и спасательных лодок, а также для газонесущих сооружений — на прочность при растяжении, газонепроницаемость и прочность склеивания слоев; ткани для спасательных жилетов — на прочность при растяжении и воздухонепроницаемость. Кроме того, определяют массу 1 м2 прорезиненной ткани и сопротивление ее старению в атмосферных условиях в течение длительного времени. Так как каучуки и большинство применяемых растворителей являются диэлектриками, в результате трения между ножом и пленкой клея образуются заряды статического электричества. В зависимости от скорости прохождения ткани потенциал зарядов может достигать 7—15 кВ. Возникающие при разряде искры могут вызывать воспламенение паров растворителя, а иногда и взрыв. Для снятия зарядов статического электричества применяют разрядники.Для предотвращения пожаров при прорезинивании тканей образующиеся заряды снимают путем постоянного их «рассеяния» (обычно увлажнением воздуха). Для этого позади ножа устанавливают парораспределительную трубку. Лучшие результаты по-лучаются при снятии зарядов ионизацией воздуха или введением в клей антистатических присадок (олеата магния, стеарата хрома л др.). На клеепромазочных машинах обрабатывают технические ткани, предназначенные для изготовления изделий широкого потребления и заменителей кожи. Прорезиненные ткани вулканизуют, как правило, непрерывным способом.
|