
Показатели оценки поточных линийДля правильной организации поточных линий и рационального планирования их работы необходимы обоснованные расчеты основных параметров, характеризующих поточные линии.
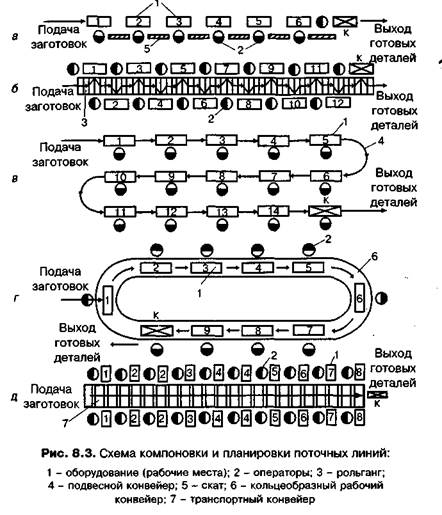
Рисунок 6.1. Схема компоновки и планировки поточных линий Расчет такта (ритма) потока. Мерой ритмичности и непрерывности потока является такт, представляющий собой промежуток времени между выпуском двух следующих одно за другим готовых изделий с поточной линии. Средний такт линии (в час, мин) должен быть строго согласован с производственной программой линии и рассчитывается по формуле:
Фд – плановый период (месяц, смена), выражается в ч, мин; N - производственная программа выпуска продукции за тот же плановый период. Такт рабочего места, или рабочий такт, определяется по формуле:
где Нti - норма времени на выполнение i-й операции на линии, норма-час; К - средний коэффициент перевыполнения норм; ni - количество параллельно работающих мест на данной операции потока. Если операция выполняется на одном рабочем месте, то рабочий такт равен норме времени на выполнение этой операции с учетом перевыполнения норм. При условии синхронизации всех операций такт всей поточной линии будет совпадать с тактом каждого рабочего места. В тех случаях, когда передача с операции на операцию осуществляется транспортными партиями (для небольших деталей, при малой величиной такта, измеряемой секундами), рассчитывается ритм поточной линии: rp=rnтр, где птр - величина транспортной (передаточной) партии. Ритм характеризуется количеством изделий в натуральном выражении, ритмично выпускаемых на поточной линии в единицу времени (ч, мин, сек). Схематически это можно представить на рис. 1.
Расчет числа рабочих мест. На непрерывно-поточных линиях после проведения синхронизации (выравнивания) операций необходимо определить на тех из них, длительность которых кратна среднему такту потока, соответствующее количество рабочих мест по формуле:
Если нормы времени на операциях равны или кратны такту, то при расчете количество рабочих мест равно целому числу. Если же процесс не полностью синхронизирован, то в результате расчета число рабочих мест получается дробным. После соответствующего анализа его необходимо округлить в большую или меньшую сторону до целого числа. Это будет принятое число рабочих мест на каждой i операции wi рас. Перегрузка допускается в пределах 5-6 %. Коэффициент загрузки рабочих мест на каждой операции в процентах равен: кз.оi = 100(wi рас /wi фак), где wi рас - расчетное число рабочих мест на i -и операции; wi фак - фактическое число рабочих мест на i -и операции; Средний коэффициент загрузки рабочих мест на поточной линии в процентах равен:
где m - число операций на линии. Желательно иметь в массово-поточном производстве нижний предел загрузки рабочих мест 80 - 85 %, а в серийно-поточном - 70 - 75 %. Число рабочих-операторов на i -й операции равно: Poi = (wi факf)/ wi o.p где wi o.p, - норма обслуживания на i -й операции; f - число смен. Количество рабочих, необходимое для обслуживания поточных линий, определяется в зависимости от количества рабочих мест. Однако, оно не всегда совпадает с необходимым количеством рабочих. Если время рабочего в общей продолжительности выполнения операции занимает небольшую долю, то учитывается возможность многостаночного обслуживания. Расчет количества оборудования. Расчетное количество оборудования на отдельных операциях определяется в соответствии с заданным тактом потока по формуле:
Количество единиц оборудования на i-м рабочем месте потока можно рассчитать по формуле:
где Ni - сменное производственное задание i- му рабочему месту потока, Nтэ – технико-экономическая норма использования ведущей машины (максимальная мощность ведущего оборудования). Коэффициент использования оборудования на i- той операции определяется по формуле:
где Сiфакт - фактическое число единиц оборудования на i-той операции.
|

 ,
,



 ,
,


