Классификация станков
В зависимости от назначения станка, вида выполняемой операции механообработки и движений рабочих органов выделяют девять групп станков, имеющие классификационные коды от 1 до 9 (табл. 8). К ним относятся: - токарные станки (1); - сверлильные и расточные станки (2); - шлифовальные, полировальные, доводочные, заточные (3); - комбинированные и физико-химической обработки (4); - зубо- и резьбообрабатывающие (5); - фрезерные (6); - строгальные, долбежные, протяжные (7); - разрезные (8); - разные (9). В обозначении модели станка номер группы стоит на первом месте, например, 1К62 – токарный станок, или 6Н82 – фрезерный. Вторая цифра обозначает тип станка (так станок 1К62 относится к типу токарных и лобовых станков, а 6Н82 – к типу горизонтально-фрезерных консольных). Последние цифры характеризуют размер рабочего пространства, т.е. допустимые размеры обработки, а буква – модификация станка. Современные станки с ЧПУ (многооперационные станки или обрабатывающие центры) позволяют сочетать функции станков нескольких групп, например, фрезерно-сверлильно-расточные станки с ЧПУ. Обозначение станков с ЧПУ может включать аббревиатуру МС (многоцелевой станок; зарубежное обозначение – MultiTask), букву Ф. Ряд моделей станков (как правило, специализированных) кроме цифрового обозначения включают аббревиатуру, обозначающую их назначение, например, КРС – колесорасточной станок.
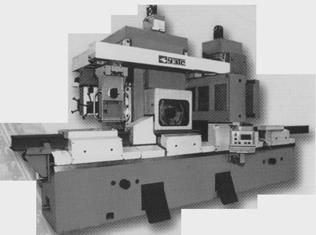
По технологическим возможностям и производственному назначению станки разделяют на следующие группы: - универсальные, которые предназначены для изготовления широкой номенклатуры деталей, обрабатываемых небольшими партиями в условиях единичного и мелкосерийного производства. Универсальные станки могут быть как с ручным управлением, так и с ЧПУ (рис. 54); - гибкие производственные модули (ГПМ), которые представляют собой автоматизированную универсальную технологическую ячейку, основой которой является станок с ЧПУ с полным набором манипуляторов для смены заготовок, РИ и т.п., контрольных и измерительных устройств;
- специализированные станки предназначены для обработки узкой номенклатуры изделий (например, токарные станки для обработки коленчатых валов, колесорасточные станки, рельсофрезерные станки и т.п. (рис. 55)). Область применения таких МРС – крупносерийное производство; - специальные станки предназначены для обработки одной или нескольких конструктивно близких деталей в условиях крупносерийного и массового производства; - автоматические линии состоят из нескольких станков-автоматов, расставленных по ходу технологического процесса изготовления детали, соединенных между собой устройством для транспортировки заготовок, синхронизированных по такту обработки и имеющих общее управление. При выборе МРС для конкретного вида механообработки используют такие критерии как размер и форма рабочего пространства, техническая характеристика, точность станка и др. Станки характеризуются размером и формой рабочего пространства, например, для токарного станка характерно рабочее пространство цилиндрической формы (рис. 56а), а для фрезерного (многооперационного) – призматическое (рис. 56б). Указанные размеры ограничивают размеры и формы заготовок, которые можно обработать на конкретном станке. Например, для станка 16К20 число 20 обозначает высоту центров 200 мм.
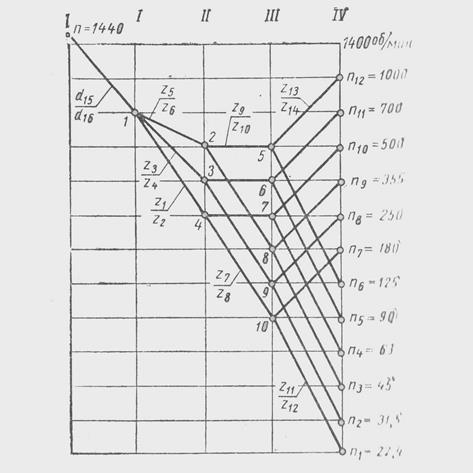
К техническим характеристикам МРС относят интервалы чисел оборотов шпинделя и значений подач, мощность и КПД двигателей, допустимые нагрузки на приводы и др. Данные параметры определяют допустимые значения режимов резания и, соответственно, производительность обработки. Класс точности МРС обозначают буквами Н, П, В, А, С – соответственно: нормальная, повышенная, прецизионные станки (В, А, С, где С – станки-«мастеры»). Нормальный класс точности станка часто не обозначается в модели. Пример обозначения точности станка – 16К20П – токарно-винторезный станок повышенной точности. Передача момента вращения от двигателя к приводам станка может осуществляться как напрямую (станки с так называемыми мотор-шпинделями), так и посредством различного рода механических передач: ременных, редукторов с зубчатыми колесами (коробки скоростей и подач), вариаторами и т.п. В некоторых станках для обеспечения перемещений используют гидропривод. Соответственно, важным элементом описания станка являются его кинематическая (основные элементы кинематических схем станков приведены в прил. 1) и/или гидравлическая схемы, в которых посредством графических символов показаны связи между силовыми (двигатели) и исполнительными (рабочие органы) узлами. Для графического отображения кинематических связей, в частности, передаточных отношений коробок скоростей и подач, используют графики частот вращения шпинделя и подач, в которых силовые потоки в коробках показаны в виде ломаных линий (рис. 57).
Важными элементами МРС являются направляющие, по которым перемещаются узлы станка. Они могут быть направляющими скольжения или качения. В первом случае органы станка перемещаются по поверхностям определенного профиля (рис. 58а), во втором – перемещения происходят по шарикам или роликам, что способствует снижению усилия на перемещение (рис. 58б).
На качество обрабатываемых деталей в значительной степени влияет тип опор шпиндельных узлов, которые могут быть подшипниками качения, гидродинамическими, гидростатическими и аэродинамическими.
|
 Тип
Тип