Фрезерные, протяжные, строгальные и долбежные станки
Данные типы станков предназначены для обработки плоских и фасонных поверхностей в заготовках различных видов: как призматических, так и тел вращения. Фрезерные станки предназначены для обработки заготовок фрезами – вращающимся РИ, имеющим два и более режущих клиньев (зубьев). Фрезы могут цилиндрическими, дисковыми, концевыми, торцовыми, фасонными. Главное движение во фрезерных станках – вращение шпинделя с фрезой, движение подачи – относительное перемещение фрезы и заготовки, что достигается перемещениями как стола фрезерного станка, так или консоли, шпиндельной бабки. В зависимости от компоновки станка различают консольные и бесконсольные фрезерные станки. Основным отличием консольно-фрезерных станков является наличие консоли (рис. 69), перемещающейся в вертикальной плоскости по направлению станины. На консоли выполнены горизонтальные направляющие, по которым движутся салазки, несущие стол (рис. 69). У консольных горизонтально-фрезерных станков ось вращения шпиндель расположена горизонтально, при этом фрезу или набор фрез закрепляют в оправке, один конец которой устанавливают в шпиндель, а другой – в отверстие серьги. У консольных вертикально-фрезерных станков ось вращения шпинделя расположена вертикально, при этом в ряде случаев шпиндельная бабка имеет возможность поворота на некоторый угол. Иногда шпиндель имеет возможность осевого перемещения.
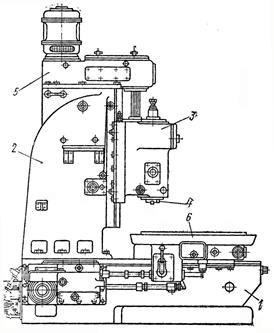
В бесконсольных вертикально- и горизонтально-фрезерных станках салазки, несущие стол, перемещаются по горизонтальным направляющим станины, а шпиндельная бабка перемещается в вертикальном направлении по направляющим стойки (рис. 70).
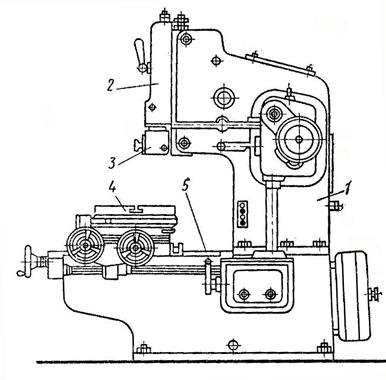
Продольно-фрезерные станки (одно- и двухстоечные) предназначены для обработки крупногабаритных деталей в основном торцовыми фрезами (рис. 71). По горизонтальным направляющим станины перемещается стол, а шпиндельные бабки перемещаются по стойкам портала и по направляющим поперечины (траверсы) (рис. 71).
Карусельно-фрезерные (72) и барабанно-фрезерные станки имеют круглый стол с горизонтальной осью вращения или многогранный барабан с вертикальной осью вращения, что обеспечивает круговую подачу. На стойках или портале размещены шпиндельные головки с одним или несколькими шпинделями.
Данные станки применяют в условиях крупносерийного и массового производства. Копировально-фрезерные станки предназначены для обработки различных плоских профилей (кулачков, шаблонов, матриц и т.п.) и пространственно-сложных поверхностей (объемное фрезерование). Копировально-фрезерные станки могут быть одно- и многошпиндельными. Фрезерование происходит при помощи ощупывания модели копировальным пальцем. В современных условиях роль копировально-фрезерных станков нивелируется благодаря наличию многокоординатных станков с ЧПУ. Протяжные станки предназначены для обработки внутренних и наружных поверхностей различной формы. Протяжные станки применяют в первую очередь в массовом и крупносерийном производстве, однако в ряде случаев в условиях мелкосерийного и единичного производства приходится использовать протяжные станки из-за невозможности получить фасонные отверстия другими способами.
По характеру работы протяжные станки делятся на станки для внутреннего или наружного протягивания, по расположению РИ – на горизонтальные (рис. 73), вертикальные (рис. 74) и непрерывного действия (рис. 75), по специализации – на универсальные и специальные. На протяжных станках для внутреннего протягивания обрабатывают отверстия любого профиля, длина которых в 3 раза и более превосходит поперечный размер отверстия. Для внутреннего протягивания применяют горизонтальные и вертикальные станки. На протяжных станках для наружного протягивания обрабатывают как простые плоские поверхности, так и сложные сочетания плоских и криволинейных поверхностей. Для наружного протягивания применяют не только горизонтальные и вертикальные станки, но и станки для непрерывного протягивания.
В протяжных станках рабочим движением (движением резания) является прямолинейное движение либо РИ (протяжки), либо заготовки при неподвижном РИ. Протяжные станки не имеют движение подачи, так как подача при протягивании задается в конструкции протяжки. Основными характеристиками протяжного станка является наибольшая тяговая сила, развиваемая кареткой, и длина ее хода. Протяжные станки имеют, как правило, гидравлический привод, однако для привода высокоскоростных протяжных станков (развивающих скорость резания порядка 60 – 90 м/мин) применяется электромеханический привод от электродвигателя постоянного тока. Строгальные станки предназначены для обработки резцами плоскостей и фасонных линейчатых поверхностей. Они делятся на поперечно-строгальные, которые применяют для обработки относительно небольших заготовок, и продольно-строгальные, которые используют при обработке крупных заготовок или одновременного строгания нескольких мелких заготовок. Особенностью строгальных станков является наличие рабочего хода (когда производится резание) и холостого хода (когда резец отводится на исходную позицию). Поперечно-строгальные станки (рис. 76) предназначены для строгания горизонтальных, вертикальных и наклонных плоскостей, прорезания прямолинейных пазов, канавок и выемок. Характерным размером поперечно-строгальных станков является длина хода ползуна, которая составляет 200 – 2400 мм, причем станки с ходом ползуна свыше не имеют подвижного стола. Приводы станков могут быть как гидравлическими, так и электромеханическими.
Продольно-строгальные станки (рис. 77) предназначены для образования плоских поверхностей на заготовках и применяются на заводах среднего и тяжелого машиностроения в условиях единичного и мелкосерийного производства. Обрабатываемая заготовка закрепляется на столе станка, совершающего возвратно-поступательное движение мимо неподвижного резцового суппорта. Подача резца происходит на каждый ход обычно во время реверсирования стола с обратного хода на рабочий. В зависимости от устройства траверсы различают двухстоечные и одностоечные станки. Продольно-строгальные станки характеризуются наибольшей длиной (ходом стола) и наибольшей шириной строгания, а также наибольшей высотой подъема траверсы с суппортами, что обусловливает размеры заготовок, которые можно обработать на данном станке. Наибольшая длина строгания колеблется от 2 до 12,5 м, наибольшая ширина – от 0,6 до 5 м, а высота подъма – от 0,7 до 4,5 м. Приводы станков могут быть как гидравлическими, так и электромеханическими. В результате обработки на продольно-строгальных станках получаются очень точные поверхности. Долбежные станки (рис. 78) являются, фактически, разновидностью поперечно-строгальных станков, у которых резец движется возвратно-поступательно в вертикальной плоскости перпендикулярно рабочей плоскости стола или установочной плиты. Основное назначение таких станков – долбление плоских и фасонных поверхностей, пазов и канавок.
Движение резания осуществляется перемещением ползуна, который может иметь гидравлический или электромеханический привод. Движение подачи в долбежных станках прерывистое и осуществляется путем продольной, поперечной или круговой подачи стола. Приводы движения подачи как правило электромеханические. Характерные размеры долбежных станков: ход ползуна (100 – 1600 мм) и диаметр стола (240 – 1600 мм), который определяет максимальные размеры заготовок, допустимые для обработки на данном станке.
|