ЛЕКЦИЯ 4
1 Технологическое оборудование автоматизированного производства 1.1 Назначение и классификация автоматизированных станочных систем механообработки. 1.2 Классификация автоматических линий. 1.3 Назначение и классификация автоматизированных станочных систем механообработки.
1.1 Назначение и классификация автоматизированных станочных систем механообработки. Станочная система (СС) представляет собой совокупность станков и вспомогательного оборудования для обработки одной или нескольких одинаковых заготовок, заготовок широкой номенклатуры на основе одного и нескольких различных маршрутных технологических процессов. Автоматизированные или автоматические СС – совокупность взаимодействующих станков и вспомогательного оборудования, объединенных автоматизированными или автоматическими подсистемами: транспортно-накопительной, инструментального обеспечения и управления. В зависимости от типа производства СС подразделяются на специальные (непереналаживаемые), специализированные (переналаживаемые) и универсальные (гибкие). ГПС – совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов (РТК), гибких производственных модулей (ГПМ), отдельных единиц технологического оборудования и систем обеспечения их функционирования в автоматическом режиме в течение заданного интервала времени. РТК – совокупность единицы технологического оборудования, ПР и средств оснащения. Функционирует автономно и осуществляет многократные циклы. Комплекс оснащают устройствами накопления, ориентации, поштучной выдачи объектов производства и другими устройствами, обеспечивающими функционирование РТК. ГПМ – единица технологического оборудования с программным управлением для производства изделий произвольной номенклатуры в установленных пределах значений их характеристик. Роботизированная технологическая линия (РТЛ) – совокупность РТК, связанных между собой транспортными средствами и системой управления, или несколько единиц технологического оборудования, обслуживаемых одним или несколькими ПР для выполнения операций в применяемой технологической последовательности.
1.2 Классификация автоматических линий. Автоматической линией (АЛ) называется система автоматически действующих станков, связанных транспортирующими устройствами и имеющая единое устройство управления. АЛ осуществляет заданную последовательность ряда технологических операций без участия операторов. Классификация АЛ. Структура и конструктивное выполнение АЛ определяется ее значением, принятым оборудованием и конкретными условиями эксплуатации. АЛ классифицируют по различным признакам. По типу технологического оборудования АЛ делят на следующие группы: 1. Из АС; 2. Из модернизированных универсальных станков, полуавтоматов и автоматов общего назначения; 3. Из специализированных и специальных станков, изготовленных только для данной АЛ; 4. Из станков с ЧПУ и транспортной системы с ПУ, которыми управляет единая УП. По виду транспортных систем и способу передачи обрабатываемых заготовок со станка на станок различают АЛ: 1. Со сквозным транспортированием через рабочую зону. Используется, в основном, для обработки корпусных заготовок на АС; 2. С верхним транспортированием. Применяются для обработки заготовок шестерен, фланцев, валов и других деталей; 3. С боковым транспортированием. Используются при обработке заготовок коленчатых и распределительных валов, гильз, крупных колес; 4. С комбинированным транспортированием; 5. С роторным транспортированием, применяемым в роторных АЛ, в которых процессы обработки и транспортирования заготовок частично или полностью совмещены во времени. По типу расположения оборудования различают замкнутые и незамкнутые АЛ. В замкнутых АЛ загрузка заготовок и съем готовых деталей осуществляется в одном месте, что удобно, но доступ к агрегатам затруднен. Поэтому наиболее распространены замкнутые АЛ с прямолинейным, Г-образным, П-образным и другим расположением оборудования. По структурному построению различают АЛ: 1. С последовательным расположением оборудования; 2. С параллельно последовательным расположением, когда в участках работают по несколько станков, выполняющих параллельно одну и ту же операцию, а участки в АЛ – последовательно. По виду обрабатываемых заготовок различают АЛ для обработки корпусных заготовок, заготовок тел вращения и т.д. По возможности переналадки АЛ делят на переналаживаемые и не- переналаживаемые. На первых периодически выполняется переналадка оборудования с обработки заготовки одного типа на другой, незначительно отличающихся по размерам и геометрической форме.
1.3 Назначение и классификация автоматизированных станочных систем механообработки. По своему построению автоматические линии делятся на синхронные и несинхронные. Синхронные автоматические линии состоят из отдельных станков-автоматов, связанных между собой жесткими транспортными устройствами, которые передают детали в процессе обработки с одного станка на другой. Все станки такой линии работают в одном такте (время, в течение которого обрабатываются детали на станке). При остановке какого-либо станка останавливается вся линия. Несинхронные автоматические линии состоят из независимо работающих (по времени) станков с гибкой транспортной связью. Такие станки снабжаются бункерами-накопителями для хранения определенного запаса деталей, откуда эти детали поступают на станки для обработки. При остановке какого-либо станка линия продолжает работать, питаясь запасом деталей из бункера-накопителя. Кроме того, автоматические линии подразделяются в зависимости от способа транспортирования полуфабрикатов от одного автоматизированного станка к другому. В прямоточных автоматических линиях (рисунок 1а) заготовки перемещаются от одного станка к другому на величину /, равную расстоянию между рабочими зонами станков. Такие линии широко применяются для обработки корпусных деталей (блоков двигателей, корпусов коробок скоростей и т.д.). В поточных автоматических линиях (рисунок 1б) заготовки передаются на величину t, равную размерам самой заготовки. Такие линии выпускаются для изготовления деталей типа пальцев, колец, втулок и т. п. Бункерные автоматические линии (рисунок 1в) снабжаются бункерами, откуда заготовки непрерывно подаются к станкам. Они выпускаются для обработки деталей небольшой массы и размеров. Бункерно-прямоточные автоматические линии (рисунок 1г) расчленяются на отдельные самостоятельные участки. Каждый такой участок снабжается, бункером-накопителем. В случае, если какой-либо станок того или иного участка выйдет из строя, остальные участки работают, питаясь из своих бункеров-накопителей. Роторные автоматические линии (рисунок 2) отличаются от обычных тем, что в станочных автоматических линиях в процессе транспортирования детали не обрабатываются, а в роторных автоматических линиях заготовки обрабатываются в процессе их перемещения от одной позиции к другой. Роторная автоматическая линия состоит из вертикальных непрерывно вращающихся технологических роторов Р1, Р2, РЗ и Р4, на которых выполняются технологические операции, л транспортных роторов ТР1, ТР2, вращающихся синхронна с технологическими роторами и осуществляющих межоперационное транспортирование заготовок.
Рисунок 1 – Типовые схемы автоматических линий
Роторы вращаются от общего привода через систему зубчатых колес, расположенных на вертикальных валах роторов. По образующим ротора в аксиальном направлении в дисках блокодержателей расположены инструментальные блоки с комплектом инструментов, необходимых для выполнения заданной технологической операции. Инструменты получают движение от механических или гидравлических копиров, расположенных в верхней или нижней головках, вмонтированных в станину.
Рисунок 2 – Схема роторной автоматической линии Заготовки с одного ротора на другой передаются толкателями ПР, съемниками С и передающими механизмами ПМ1 и ПМ2. Работает ротор следующим образом: вращение от зубчатого колеса 10 передается через центральный вал 1 блокодержателям - дискам 9, несущим корпусы инструментальных блоков 7 с матрицами 8, пуансонами 5 и барабаном 2. Пуансоны получают движение от ползуна 3 через ролики 4 от копира 6. Кроме того, перечисленные выше линии подразделяются на не переналаживаемые и переналаживаемые автоматические линии. Не переналаживаемые автоматические линии компонуются, как правило, из специальных станков и при переходе на другую конструкцию выпускаемой детали требуют значительной реконструкции и, как следствие, замедление темпов или полная остановка производства. Переналаживаемые автоматические линии компонуются не из специального оборудования, а из специализированных и даже универсальных станков серийно выпускаемых нашей промышленностью. Эти станки могут обрабатывать не одну деталь, а ряд деталей в широком диапазоне форм и размеров. Примером переналаживаемых автоматических линий могут служить автоматические линии для изготовления валов, установленные на станкостроительном заводе «Красный пролетарий», Горьковском заводе фрезерных станков и других заводах. Эти линии могу переналаживаться для обработки 13 типов размеров шлицевых многоступенчатых валов. К переналаживаемым линиям следует отнести также автоматические линии, скомпонованные из нормализованных узлов (агрегатные автоматические линии). На рис. 3 показаны нормализованные узлы, из которых можно собрать различные агрегатные станки и автоматические линии с горизонтальным, вертикальным и наклонным расположением силовых головок и силовых столов.
В общем объеме машиностроения заводы серийного производства составляют подавляющее большинство, а потому совершенно очевидно, что переналаживаемые автоматические участки, встроенные в поточные линии, а также автоматические линии из переналаживаемых универсальных станков и для однопоточной линии
для многопоточной линии
где: Ти - расчетный такт линии, мин; nэ и nэ1 - эксплуатационный коэффициент, учитывающий техническое и организационное обслуживание и другие затраты времени, равный 0,65—0,80, в зависимости от сложности линии; р — количество потоков. Если продолжительность цикла лимитирующего станка не обеспечивает заданной производительности, то на данной позиции необходимо установить два или больше станков. Если линия состоит из самостоятельных автоматически действующих участков, из которых один лимитирует выпуск всей линии, повышение производительности может быть обеспечено ужесточением режима эксплуатации этого участка и созданием задела, компенсирующего разницу в темпах работы разных участков.
Общую длительность обработки Тоб детали на всех позициях линии можно определить по формуле:
где z — число позиций в линии.
Список используемой литературы: 1 Терган В.С, Андреев И.Б., Либерман Б.С. Основы автоматизации производства. –М.: Машиностроение. 1982. -272с.
|
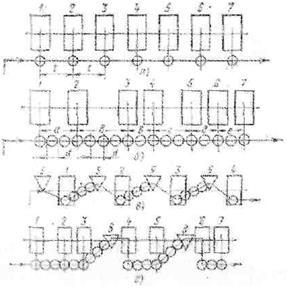
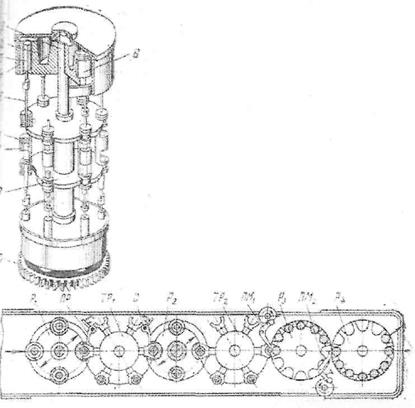
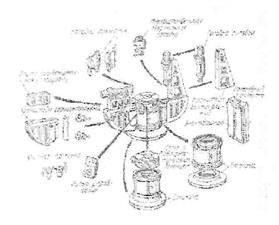 Рисунок 3 - Нормализованные элементы агрегатных станков и автоматических линий
Рисунок 3 - Нормализованные элементы агрегатных станков и автоматических линий