
Старооскольский технологический институт им. А.А. УГАРОВА 4 страницаВследствие рабочего перемещения смазываемых узлов использование централизованной системы густой смазки затруднено, поэтому выбираем индивидуальный способ смазывния.
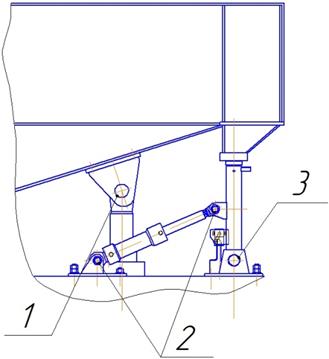
Рисунок. Схема мест смазки
5.2 Выбор сорта смазки
При недостаточной смазке, малой скорости скольжения и большой удельной нагрузке подшипники скольжения работают в области граничного и сухого трения, критерием при выборе сорта смазки служит удельная нагрузка и окружная скорость. Для узла 1: Усилие, действующее на шток гидроцилиндра: 730 кН Узел смазывания 1 имеет вид шарнирной сферической опоры. Площадь рабочей поверхности шарнирной опоры рассчитаем по формуле:
где:d – диаметр цапфы (вала), d=160 мм;l l – длина подшипника, по рекомендации [7] принимаем
Рассчитываем удельную нагрузку:
Рассчитываем окружную скорость: Угол поворота a=8°=0,14 рад; Время наклона корпуса печи от 0° до 40° t =50 сек.
Тогда окружная скорость цапфы равна:
Для узла 2: Площадь рабочей поверхности шарнирной опоры рассчитаем по формуле ():
Рассчитываем удельную нагрузку по формуле (122):
Рассчитываем окружную скорость по формуле (123):
Тогда окружную скорость цапфы определяем по формуле (124):
Для узла 3: Площадь рабочей поверхности шарнирной опоры рассчитаем по формуле (121):
Рассчитываем удельную нагрузку по формуле (122):
Рассчитываем окружную скорость по формуле (123):
Тогда окружную скорость цапфы определяем по формуле (124):
С учетом того, что подшипники эксплуатируются в условиях высоких температур и расчетных значений, выбираем из [12] пластичную смазку согласно рекомендациям [13]; Для всех узлов смазывания выбираем консистентную смазку ВНИИ НП–225 ГОСТ 19782 – 74, которая применяется для тяжело нагруженных узлов трения при температуре до + 350° С.
9.3 Расчёт объёма пластичной смазки
Норма расхода пластичной смазки в единицу времени на единицу площади смазываемой поверхности определяется из выражения:
где:
Для узла 1:
Для узла 2:
Для узла 3:
Не рассчитываемые коэффициенты принимаем из [12]
Для узла 1:
Для узла 2:
Для узла 3:
Рассчитаем объём пластичной смазки периодически подаваемой к подшипнику:
где:
Для узла 1:
Для узла 2:
Для узла 3:
9.4 Нормы расхода смазочных материалов
В производственных условиях нормы расхода смазочных материалов можно определить в зависимости от поверхности трения, конструктивного расположения, периодичности работы и системы смазки по формуле:
где
Поправочный коэффициент выбирается в соответствии с рекомендациями [13]. Для узла 1:
Для узла 2:
Для узла 3:
Полученный расход примем расходом дозаполнения, который представлен в таблице 16 – Карта смазки
5 Безопасность жизнедеятельности и охрана окружающей среды
В данном разделе, произведем анализ вредных и опасных факторов в электросталеплавильном цехе ОЭМК. Опишем средства и меры защиты от этих факторов работников цеха. Рассмотрим соответствия производственных помещений требованиям санитарных норм, законодательную и правовую основу охраны труда и охраны окружающей среды, а также произведем расчет аэрации участка выплавки стали.
5.1 Правовые и нормативно-технические основы охраны труда и окружающей среды
Законодательную и правовую основы охраны труда составляют соответствующие законы и постановления, принятые представительными органами РФ, а также подзаконные акты, указы Президента РФ, местных органов власти и предписания специально уполномоченных органов. Среди законодательных актов по охране труда следует отметить: - Конституцию РФ (статьи 2, 7, 24, 37, 41, 42, 45, 60); - Трудовой кодекс РФ. Он был введен в действие с 1 февраля 2002 года. Устанавливает государственные гарантии трудовых прав и свобод граждан, создание благоприятных условий труда, обеспечивает защиту прав работников и работодателей; - Федеральный закон «О промышленной безопасности опасных производственных объектов» от 20 июня 1997г., определяющий правовые, экономические и социальные основы обеспечения безопасной эксплуатации опасных производственных объектов и направленный на предупреждение аварий и обеспечение готовности их ликвидации; - Закон Белгородской области «Об охране труда» от 25 марта 1999г., определяющий систему управления охраной труда на территории Белгородской области; - Закон «Об охране окружающей природной среды», введенный в действие с 3 февраля 1992 г. и направленный на обеспечение экологической безопасности; - Закон «О санитарно-эпидемиологическом благополучии населения» (1991 г.), устанавливающий критерии безопасности и безвредности факторов среды обитания человека; - Закон РФ «О защите населения и территории от чрезвычайных ситуаций природного и техногенного характера» (1994 г.), составляющий правовую основу организации работ в чрезвычайных ситуациях. Следует учесть и нормативные требования, которыми руководствуются на предприятии согласно постановлению Правительства РФ от 12 августа 1994«О государственных нормативных требованиях по охране труда в РФ»: ГОСТ Р ССБТ, ОСТ Р ССБТ, СП, СН, ГН, СанПиН, СНиП, ПБ, ПУБЭ, СТП. Особо следует отметить СаНПиН 2.2.2.542-96 «Гигиенические требования к видео дисплейным терминалам, персональным электронно-вычислительным машинам и организации работы». В настоящее время на ОЭМК действует общая инструкция по охране труда для работников комбината ИОТ 00.001.2007 с изм. №1 и инструкция по противопожарной безопасности ИПБ 62.002.2004 с изм. №1. Кроме этих, в каждом цехе действуют инструкции по охране труда для каждой специальности.
5.2 Виды инструктажей
В силу закона в любых организациях должны проводиться инструктажи по охране труда, а потом проверяться полученные работниками знания. В соответствии со ст. 212, 225, 214 ТК РФ, сотрудники организации обязаны проходить эти инструктажи. Основные характеристики инструктажей и правила их проведения описаны в ГОСТ 12.0.004-90 и Порядке обучения по охране труда (утв. Постановлением Минтруда России, Минобразования России от 13.01.2003 N 1/29). Положения указанные в Порядке обучения обязательны для всех организаций без ограничений. Согласно нормативным документам существуют четыре основных вида инструктажей по охране труда: вводный, первичный (первичный на рабочем месте), повторный и целевой. Дополнительным видом является внеплановый инструктаж. Ниже рассмотрим особенности каждого из них. Программа вводного инструктажа по охране труда разрабатывается в каждой организации индивидуально на основе действующих нормативно-правовых актов РФ. При этом необходимо учитывать особенности организации и отрасли в целом. Инструктаж проводит инженер по охране труда либо другой сотрудник, на которого возложили приказом эти обязанности. Проводиться вводный инструктаж с использованием методических материалов или разных тренажеров и других технических средств. Это может быть как кабинет охраны труда, так и иное помещение. Вводный инструктаж, как правило, осуществляется по утверждённой работодателем программе с фиксированием результатов в журнале. При этом проводится проверка знаний в устной форме, после которой вносятся сведения в журнал регистрации вводного инструктажа. Подпись сотрудника, проводившего инструктаж и проверку знаний, и инструктируемого обязательно вносятся в журнал. Вводный инструктаж обычно проводят: а) с каждым из работников, включая руководителя, которых принимают или переводят на новое место работы; б) с учащимися и проходящими практику; в) с работниками, командированными в организацию другими работодателями; г) с другими лицами, которые участвуют в производственной деятельности организации. Проводить первичный инструктаж на рабочем месте имеет право только непосредственный руководитель, который до начала самостоятельной деятельности работника прошел обучение и проверку знаний по охране труда. В этом виде инструктажа обязательно наличие практических занятий для более быстрого и комплексного усвоения знаний и приемов безопасной работы на конкретном рабочем месте. Программа первичного инструктажа утверждается приказом руководителя организации. Непосредственно разрабатывает программу начальник структурного подразделения на основе законодательства и локальных нормативных актов организации (положение о структурном подразделении, должностные инструкции, инструкции по ОТ и т.д.). Программа первичного инструктажа по охране труда, утвержденная работодателем, включает в себя: а) ознакомление работников с имеющимися вредными или опасными производственными факторами; б) изучение требований охраны труда, которые содержатся в инструкциях по охране труда, локальных нормативных актах организации, эксплуатационной и технической документации, а также применение безопасных приемов и методов выполнения работ. Факт проведения инструктажа подтверждается собственноручной подписью работника и лица, проводившее его, и указывается дата его проведения. Если сотрудник не прошел проверку знаний, то приказом он отстраняется от работы до успешного прохождения проверки знаний и умений, приобретенных на первичном инструктаже. Основанием для приказа может стать служебная записка от сотрудника, проводившего инструктаж или проверку знаний. Первичный инструктаж допустимо проводить с каждым работником по отдельности и сразу с группой лиц, если они работают на однотипном оборудовании или на одном и том же рабочем месте. На рабочем месте первичный инструктаж по охране труда проводится: а) со всеми вновь принятыми работниками, которые выполняют обязанности на условиях: - заключённого на неопределенный срок трудового договора; - работы на дому; - заключённого срочного трудового договора (в том числе и на период выполнения сезонных работ или на срок до двух месяцев); - совместительства; б) с переведенными из другого структурного подразделения работниками; в) с работниками, которым поручено выполнение новой для них работы; г) с лицами, деятельность которых не связанна с организацией трудовых отношений: - командированные работники сторонних организаций; - учащиеся образовательных учреждений, которые проходят производственную практику; - работники сторонних организаций, которые выполняют работы на выделенном участке; - другие лица, участвующие в производственной деятельности. Повторный инструктаж полностью повторяет первичный инструктаж на рабочем месте. Единственное отличие заключается в сроках проведения инструктажа. А именно, он проводится не реже одного раза в шесть месяцев для тех, кто проходил первичный инструктаж. Для оформления внепланового инструктажа по охране труда издаётся приказ или распоряжение, в котором должны быть указаны сотрудники, с которыми он будет проводиться, причина проведения такого инструктажа, его программа и ответственные лица. Хотя программа и должна определяться в каждом конкретном случае индивидуально, чаще всего внеплановый инструктаж по охране труда проводится по программе первичного инструктажа. Особый упор делается на пункты, связанные с причиной проведения этого инструктажа. Внеплановый инструктаж проводится непосредственно руководителем работ с сотрудниками, которые указаны в приказе, в следующих случаях: а) при внесении изменений или введении в действие новых нормативных правовых актов или инструкций по охране труда; б) при модернизации или замене оборудования, инструмента или приспособлений; в) при изменении технологических процессов; г) по требованию должностных лиц органов государственного контроля и надзора; д) при нарушении работниками требований охраны труда; е) при перерыве в работе (по решению работодателя; более 30 календарных дней для работ во вредных условиях труда; более двух месяцев); ж) по решению работодателя или уполномоченного лица. Целевой инструктаж по охране труда, как правило, оформляется приказом о проведении работ с оформлением наряда-допуска для лиц, которые участвуют в работе. Целевой инструктаж по охране труда осуществляется при: а) выполнении разовых работ; б) ликвидации стихийных бедствий и последствий аварий; в) производстве работ, на которые оформляются разрешение, наряд-допуск или иные специальные документы; г) проведении массовых мероприятий в организации (корпоративы и праздники).
5.3 Анализ потенциально опасных и вредных факторов
Металлургическое производство характеризуется непрерывностью технологических и трудовых операций и работы механизмов и машин. В этих условиях опасные и вредные производственные факторы проявляют себя постоянно. Наиболее травмоопасными являются электросталеплавильные цеха. В них около 50% всех несчастных случаев происходит при выполнении основных технологических операций, около 20% при ремонте и наладке оборудования и почти столько же при производстве подъемно-транспортных работ. Опасными основными производственными факторами являются: а) расплавленный металл и шлак; б) движущиеся и вращающиеся машины и механизмы; в) тяжести, перемещаемые грузоподъемными механизмами; г) электрический ток; д) пламя; е) расположение рабочих мест и оборудования на высоте. Вредные факторы производственного процесса при длительном и интенсивном их воздействии на человека могут привести к возникновению профессиональных заболеваний трудящегося. К этим факторам относятся: а) тепловые, ультрафиолетовые, ионизирующие и другие излучения; б) электромагнитные поля; в) яркое слепящее световое излучение; г) выделяющиеся в атмосферу производственного помещения пыль и газ; д) высокий уровень шума и вибрации, ультразвук. Рабочие ЭСПЦ подвергаются воздействию всех вышеперечисленных факторов. Данные замеров основных производственных факторов участка и их нормативные значения приведены в таблице. Таблица - Условия труда при транспортировке стали
Анализируя результаты проведенных замеров, можно прийти к следующему выводу, что работа на основных рабочих местах этого участка является неблагоприятной, в различной степени по каждому фактору производственной среды. Из всех вредных выше перечисленных производственных факторов, имеющихся в цехе, наиболее значительными являются шум, теплооблучение и высокая температура. Шумом является беспорядочным сочетанием различных по силе и частоте звуков. Шум различной интенсивности и частоты оказывает на организм человека неблагоприятное воздействие и может вызвать различного рода болезненные состояния, в том числе тугоухость и глухоту. Источниками шума в цехе являются, главным образом, электропечи, а также мощные редукторы. Производственное оборудование, создающее шум снабжают паспортом, в котором указывают шумовые характеристики его работы. Для снижения шума в электросталеплавильном цехе предусмотрены звукоизолирующие кожухи вокруг электропечей, шумопоглотители на пароинжекторных насосах вакуумных установок и системах вентиляции, отделен стенами шихтовый пролет и предусмотрена звукоизоляция служебных помещений и постов управления. На приточных и вытяжных системах, обслуживающих помещение, на всасывающих и нагнетательных линиях вентиляторов устанавливаются, как правило, пластинчатые шумопоглотители. Особую опасность представляют собой совместное влияние шума и вибрации. Вибрацию порождают неуравновешенные силовые воздействия, возникающие при работе машин. Вибрации создают станки участка отделки, удары клеймовочных машин, передвижение мостовых кранов. Для ослабления вибрации все агрегаты, создающие ее (двигатели, вентиляторы, рабочие машины), устанавливают на самостоятельных фундаментных, виброизолированных от пола и других конструкций зданий. В качестве средств специальной защиты от вибрации используют рукавицы с двойным слоем: резиновые (снаружи) и хлопчатобумажные (внутри) и виброгасящую обувь. Повышенная температура воздуха рабочей зоны и тепловое излучение металла приводят к возможности получения теплового удара. Этот фактор присутствует практически на всех участках цеха, поэтому как средства индивидуальной защиты рабочим выдается суконный костюм с пропиткой и защитные очки со светофильтрами. Еще одним вредным фактором является запыленность рабочих мест. Пыль образуется при транспортировке сыпучих материалов к расходным бункерам и непосредственно при засыпке их в печь. Также источниками образования пыли являются шлифовальные станки и дробеструйные установки для зачистки литой заготовки и сбива окалины. Для защиты слизистых оболочек органов дыхания применяются респираторы типа «лепесток». В сталеплавильном цехе постоянно существует опасность возникновения взрыва и пожара, потому что широко используются огнеопасные жидкости в качестве смазочных материалов. Пары огнеопасных жидкостей образуют с воздухом смеси, которые могут взрываться при определенных концентрациях. На предприятиях черной металлургии используют в качестве топлива или получают в результате производственной деятельности различные газы. Независимо от состава газы обладают опасными и вредными свойствами. К опасным свойствам относят способность газов воспламеняться и гореть со взрывом. Мероприятия по предупреждению взрыва газа сводятся главным образом к предотвращению образования взрывоопасной газовоздушной смеси и к предотвращению вероятности взрыва. Взрывоопасным считаются помещения, где вследствие не плотности газовых сетей возможны утечки газа. Правила безопасности при эксплуатации газового хозяйства предприятия предусматривают проведение специального обучение обслуживающего персонала; постоянного поддержания сверхатмосферного давления газа в газопроводе для исключения подсоса атмосферного воздуха и образования в нём опасной газовоздушной смеси; исключение источников открытого огня и искр около газопроводов и газового оборудования; постоянный контроль качества применяемого газа и атмосферы рабочих мест.
|
 ()
() , находим l=128 мм.
, находим l=128 мм. мм2
мм2 ()
() МПа
МПа ()
() рад/сек
рад/сек ()
() м/с
м/с мм2
мм2 МПа
МПа рад/сек,
рад/сек, м/с
м/с мм².
мм². МПа
МПа рад/сек,
рад/сек, м/с
м/с (125)
(125) - коэффициент, учитывающий зависимость расхода смазки от диаметра подшипника;
- коэффициент, учитывающий зависимость расхода смазки от диаметра подшипника; - коэффициент, учитывающий зависимость расхода смазки от числа оборотов подшипника;
- коэффициент, учитывающий зависимость расхода смазки от числа оборотов подшипника; - коэффициент качества трущихся поверхностей, при хорошем качестве
- коэффициент качества трущихся поверхностей, при хорошем качестве  - коэффициент, учитывающий рабочую температуру подшипника;
- коэффициент, учитывающий рабочую температуру подшипника; - коэффициент, учитывающий нагруженность подшипника.
- коэффициент, учитывающий нагруженность подшипника.
 (диаметр цапфы меньше 100 мм)
(диаметр цапфы меньше 100 мм)
 - для всех узлов;
- для всех узлов; - для всех узлов;
- для всех узлов; - для всех узлов;
- для всех узлов; - при тяжёлой нагрузке для всех узлов.
- при тяжёлой нагрузке для всех узлов.


 (126)
(126) - площадь контактной поверхности;
- площадь контактной поверхности; - период, между двумя последовательными подачами.
- период, между двумя последовательными подачами.


 (127)
(127) – единовременный расход масла;
– единовременный расход масла; – поправочный коэффициент;
– поправочный коэффициент; – площадь смазываемой поверхности.
– площадь смазываемой поверхности.

 г.
г.
 г.
г.
 г.
г.


