Головна сторінка Випадкова сторінка
КАТЕГОРІЇ:
АвтомобіліБіологіяБудівництвоВідпочинок і туризмГеографіяДім і садЕкологіяЕкономікаЕлектронікаІноземні мовиІнформатикаІншеІсторіяКультураЛітератураМатематикаМедицинаМеталлургіяМеханікаОсвітаОхорона праціПедагогікаПолітикаПравоПсихологіяРелігіяСоціологіяСпортФізикаФілософіяФінансиХімія
Принцип верховенства права Європейського Союзу означає, що норми цієї правової системи мають більшу юридичну силу порівняно із нормами правових систем держав-членів.
Дата добавления: 2015-10-19; просмотров: 637
|
|
С увеличением числа составляющих звеньев применение метода max-min становится экономически нецелесообразным, так как уменьшается величина допуска на каждое звено и соответственно увеличивается производственная затрата на изготовление, а вероятность совпадения звеньев с неблагоприятными сочетаниями предельных размеров при сборке уменьшается, поэтому когда количество звеньев в изделии больше 6 и изделие выпускается крупными сериями, то точность изготовления элементов следует определять на базе теории вероятности, а сборку выполнять по методу неполной взаимозаменяемости. В процессе обработки и сборки отклонения размеров группируются около середины поля допуска.
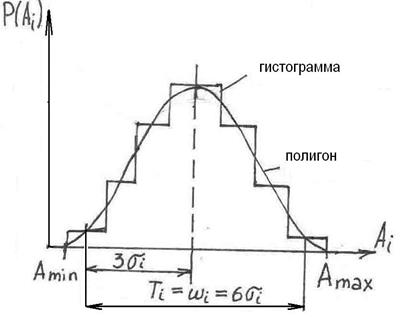
Рисунок 4 .
Нормальный закон распределения.
 - плотность вероятности Ai
- плотность вероятности Ai
Аi – текущее значение случайной величины
M(Ai)=  - математическое ожидание случайной величины.
- математическое ожидание случайной величины.
 - среднеквадратическое отклонение, характеризует разброс размеров.
- среднеквадратическое отклонение, характеризует разброс размеров.
 - поле рассеяния. В пределах этой зоны
- поле рассеяния. В пределах этой зоны  99,73% деталей из партии и 0,27% за пределами. В общем случае Ti может не совпадать с
99,73% деталей из партии и 0,27% за пределами. В общем случае Ti может не совпадать с  . Следовательно при ничтожно малой вероятности 0,27% можно увеличить допуски и снизить тем самым себестоимость изготовления деталей и сборки. На этом основан и теоретико-вероятностный расчет размерных цепей.
. Следовательно при ничтожно малой вероятности 0,27% можно увеличить допуски и снизить тем самым себестоимость изготовления деталей и сборки. На этом основан и теоретико-вероятностный расчет размерных цепей.
Используя теорему о дисперсии суммы независимых случайных величин
 а)
а)
Для перехода от среднеквадратических отклонений к допускам или полям рассеяния используют коэффициент относительного рассеяния  , являющийся относительным среднеквадратическим отклонением, который при
, являющийся относительным среднеквадратическим отклонением, который при  равен
равен
 б).
б).
Он характеризует закон распределения погрешностей в отличии от нормального при изготовлении конкретного элемента. Разрешив б) относительно  и подставив в а) получим
и подставив в а) получим
 → обозначив
→ обозначив  , где t-характеризует % риска.
, где t-характеризует % риска.
Получим в общем случае
Для нормального закона  , так как Тi=6σi
, так как Тi=6σi
Для закона равной вероятности  , так как Тi=
, так как Тi=  σi
σi
Для закона треугольного распределения  , так как Тi=
, так как Тi=  σi
σi
При решении прямой задачи по известным предельным размерам [AΣmax], [AΣmin] вычисляются [ТΣ], [ESΣ], [EIΣ], [ΔcΣ]. Далее допуск распределяют между составляющими звеньями цепи, добиваясь ТΣ≤[ТΣ]. Здесь аналогично: способ попыток, равных допусков, одной степени точности.
При способе равных допусков средний допуск
 .
.
При способе одной степени точности средний квалитет определяют

 .
.
Остальные методы сборки более подробно показаны в лабораторных работах.
Этап 4. Следующим этапом проектирования ТП сборки является разработка технологического маршрута.
Этот этап предусматривает установление перечня и количества операций, последовательности их выполнения и содержания. Перечень операций определяется конструктивными особенностями сборочной единицы, исходя из видов элементов и связей, входящих в состав изделия. Количество операций зависит от конструкции изделия, типа производства и принятой организационной формы сборки.
Для поточного производства характерна дифференциация ТП, то есть уменьшение объема работы в каждой операции и, соответственно, увеличение общего количества операций.
Для мелкосерийного производства характерно укрупнение (концентрация) операций по объему и уменьшение их числа. Последовательность выполнения операций зависит прежде всего от конструкции сборочной единицы, возможности расчленения изделия на узлы, последовательности узловой сборки и общей сборки изделия.
При определенных условиях на последовательность выполнения операций влияет принятая организационная форма сборки. Содержание операции должно раскрывать способ установки сборочной единицы на рабочем месте, содержание переходов, последовательность их выполнения.
Этап 5. Оборудование рабочего места выбирается в соответствии с назначением сборочной операции. Большинство сборочных операций выполняется на сборочном верстаке или монтажном столе, оборудованных всем необходимым для хранения и удобного пользования рабочим инструментом.
Этап 6. Технологическая оснастка включает в себя рабочий и мерительный инструмент, рабочие и контрольные приспособления. Сначала подбирается нормализованная технологическая оснастка и, если она не обеспечивает выполнение работы или необходимой производительности, проектируется и создается специальный инструмент или специальные приспособления, которые обычно пригодны для выполнения только определенной работы на определенном рабочем месте.
Этап 7. Для выполнения сборочной операции необходимо подобрать вспомогательный материал, который не входит в спецификацию, но необходим для обеспечения сборки (материалы для промывки, сушки деталей, припой, флюс, клей и т.д.).
Этап 8. Режимы работы устанавливаются для операций, качество выполнения которых зависит от температуры, давления и продолжительности. К таким можно отнести склеивание, пропитку, опресовку пластмассой и т.п. режимы работы подбираются по нормативам исходя из конкретных условий.
Этап 9. Разряд работы определяется по соответствующим нормативам, разработанным для различных видов работ. Разряд операции устанавливается для операции в целом и с ориентацией на наиболее сложный переход. Для концентрированных операций разряд работы, как правило, выше по сравнению с дифференцированными операциями.
Этап 10. Нормирование слесарно-сборочных работ ,особенно в мелкосерийном производстве, представляет большую трудность. В то же время большинство сборочных работ может быть сведено к ограниченному перечню рабочих приемов: завернуть винт, установить штифт. На эти элементы сборки разработаны нормативные материалы применительно к определенному типу изделий и к конкретному производству. Эти нормативы служат основанием для разработки норм времени на отдельные рабочие приемы, технологические переходы и операции в целом. Степень укрупнения норм времени определяется типом производства. Для крупносерийного и массового производства применяются более дифференцированные нормы, а для мелкосерийного и единичного – более концентрированные.
В условиях крупносерийного и массового производства нормирование сборочных работ ведется расчетным методом.
Норма штучного времени на сборочную операцию определяется формулой
 , где
, где
То – основное (машинное) время устанавливается на каждый переход.
Твсп – вспомогательное время устанавливается на каждый установ и переход
Тобсл=(2…6)%Топ – вспомогательное время обслуживания,
где Топ=ΣТо+ΣТвсп – оперативное время
Тп – время перерывов, для стационарной или подвижной сборки со свободным ритмом перемещения Тп≈2% Топ
Этап 11. Оформление технологической документации. Перечень технологической документации на сборочные, слесарно-сборочные и электромонтажные работы, а также порядок ее оформления регламентированы ГОСТ 3.1407-74 ЕСТД.
К технологическим документам относятся:
1.Маршрутная карта ТП сборочных, слесарно-сборочных и электромонтажных работ. Основной документ.
2.Комплектовочная карта. Предназначена для записи данных о деталях, сборочных единицах и покупных изделий, входящих в комплект сборочной единицы. Составляется на основании спецификации.
3.Ведомость материалов – составляется на материалы в технологической последовательности.
4.Операционная карта. Для описания операции по переходам в технологической последовательности с указанием методов и приемов выполнения, режимов, оснастки.
5.Операционная карта типового ТП.
6.Комплектовочно-нормированная карта к типовому ТП сборочных слесарно-сборочных и электромонтажных работ. Для записи данных, характеризующих процесс изготовления конкретных единиц, собираемых по типовому ТП.
7.Эскизно-операционные тех. карты предусмотрены отраслевыми стандартами на основе ГОСТа операционной карты. Содержит подробный четкий эскиз выполнения операции и краткое описание работы. Технологические документы утверждаются главным технологом и главным инженером.
| <== предыдущая лекция | | | следующая лекция ==> |
| Міжнародні договори та їх місце в системі права ЄС. | | | Міжнародна правосуб’єктність ЄС та Лісабонський договір |