Головна сторінка Випадкова сторінка
КАТЕГОРІЇ:
АвтомобіліБіологіяБудівництвоВідпочинок і туризмГеографіяДім і садЕкологіяЕкономікаЕлектронікаІноземні мовиІнформатикаІншеІсторіяКультураЛітератураМатематикаМедицинаМеталлургіяМеханікаОсвітаОхорона праціПедагогікаПолітикаПравоПсихологіяРелігіяСоціологіяСпортФізикаФілософіяФінансиХімія
Міжнародна правосуб’єктність ЄС та Лісабонський договір
Дата добавления: 2015-10-19; просмотров: 967
|
|
Резьбовые соединения – образуются в результате навинчивания одной детали на другую. По своему характеру разделяются на подвижные и неподвижные. Подвижное резьбовое соединение образует такую пару, при которой деталь, служащая гайкой, перемещается по детали исполняющей роль винта или наоборот. К неподвижным резьбовым соединениям относятся болтовые и винтовые соединения. Болтовое соединение осуществляется при помощи болта и гайки. Обе соединенные детали имеют проходные отверстия.
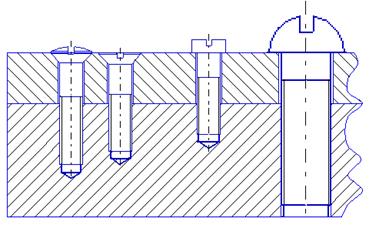
Рисунок 5
Винтовые соединения осуществляются без применения гайки: в одной резьба, а в другой детали проходное отверстии.
Резьбовые соединения широко используются в приборостроении (15-20%) от всех, так как обеспечивают преимущества:
1.Простоту сборки.
2. Удобство замены.
3.Допускают регулировку относительного положения деталей, усилия скрепления.
4.Надежность.
5.Герметизацию.
Недостатки:
1.Резьбовые крепления сложны и трудоемки в изготовлении.
2.Сложно устанавливать в труднодоступных местах.
3.Во избежание самоотвинчивания применяют дополнительные устройства.
ТП сборки резьбовых соединений определяется конструктивными особенностями и габаритами соединяемых деталей, требуемой точностью соединения, необходимостью герметизации, способом предохранения от самоотвинчивания, типом производства.
Установка винтов включает следующие переходы:
1.Относительную ориентацию и стыковку деталей подлежащих сборке.
2.Подачу, ориентацию и наживление винта, то есть его ввертывание на 1…2 нитки. Под головку при необходимости ставятся шайбы.
3.Завинчивание винта на глубину, соответствующую длине резьбового соединения.
4.Затяжку резьбы.
Завинчивание и затяжка винтов выполняется ручным или механизированным инструментом с ограничением усилия затяжки (предельные ключи, отвертки). Моменты затяжки определяются по эмпирическим формулам в зависимости от формы головок. Наибольшее значение момента на ключе должно быть Мк=0,1d3σВ .

Для таких головок
Мзат=0,005 d3σт(6,5f+1)
Рисунок 6
Для таких головок
Мзат=0,005 d3σт (9,8f+1
Рисунок 7
d - наружный диаметр винта,
f – коэффициент трения по опорной поверхности.
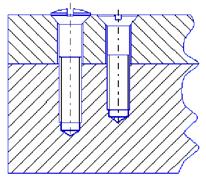
Если крепление осуществляется несколькими резьбовыми деталями, то затягивание винтов и гаек должно производиться в определенной последовательности.

Рисунок 8
Предотвращение от самоотвинчивания гаек и винтов производят специальными пружинными шайбами, стопорными шайбами с внутренними зубьями, стопорными шайбами с лапками, шплинтами, проволокой, контргайками, винтами, спец разъемными гайками, краской.
К разъемным соединениям относятся также штифтовые, шпоночные и шлицевые соединения.
| <== предыдущая лекция | | | следующая лекция ==> |
| Принцип верховенства права Європейського Союзу означає, що норми цієї правової системи мають більшу юридичну силу порівняно із нормами правових систем держав-членів. | | | Голова Ради ЄС |