
Сварные соединенияСварка наиболее распространенный метод соединения деталей, который поддаётся механизации. В машиностроении сварку применяют для изготовления конструкций из листового материала, труб, профилей. В целях упрощения техпроцесса изготовления иногда выгодно расчленить сложные штампованные детали на простые части и соединять их сваркой. Такой подход часто применяется в единичном и мелкосерийном производстве. Сварка – процесс созданиянеразъемного соединения изделий местным нагреваниемих до расплавленного или пластичного состояния без применения или с применением механических усилий. При производстве авиационной техники наибольшее применение находит сварка плавлением (электродуговая, аргонодуговая, кислородно-ацетиленовая), а также электроконтактная сварка (точечная и роликовая). Электродуговая сварка (ЭДС ) является основным видом сварки при ремонте изделий из термообработанных высокопрочных легированных сталей при толщине материала свыше 1, 5 мм. Электродуговая сварка производится путем местного нагрева соединяемых металлических частей до расплавленного состояния с помощью электрической дуги. Дуга возникает между металлом изделия и угольным или металлическим электродом. Температура в зоне горения дуги составляет около 6000°С. Электродуговая сварка может вестись как на постоянном, так и на переменном токе. Металлические электроды служат для образования электрической дуги и одновременно являются присадочным материалом. В авиаремонтном производстве применяются электроды со специальными обмазками. За счет элементов, входящих в состав обмазки, вокруг дуги создается защитная атмосфера, препятствующая взаимодействию газов воздуха с расплавленным металлом. В результате предотвращается ухудшение механических свойств металла в зоне сварки за счет обогащения его кислородом и азотом, выгорания углерода, кремния и марганца. Электроды в процессе сварки удерживаются в электрододержателе, представляющем собой пружинящие щипцы, к которым подводится электрический ток. В качестве источников питания для ЭДС применяются сварочные генераторы и сварочные трансформаторы. Для защиты глаз и кожи лица от воздействия яркого света и ультрафиолетовых лучей служат щитки и шлемыиз фибры со вставленными светофильтрами. Режим ЭДС определяется силой тока и диаметром электрода. Он выбирается в зависимости от вида соединения и толщины свариваемых элементов по специальным таблицам. Аргонодуговая сварка (АрДС) применяется для хромоникелевых сталей, для алюминиевых и магниевых сплавов. При АрДС защита расплавленного металла от взаимодействия с воздухом обеспечивается подачей нейтрального газа аргона в зону горения дуги. Струя аргона, кроме того, сужает область термического воздействия. Сварка может вестись плавящимся электродом или неплавящимся вольфрамовым электродом. В первом случае сварка выполняется с помощью горелки, имеющей механизм подачи присадочной проволоки. Во втором - присадочный материал (той же марки, что и материал ремонтируемого изделия) сбоку вводится в зону горения дуги (рис. 5.51.). АрДС может выполняться ручным или автоматическим способом.

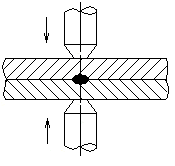
Кислородно-ацетиленовая сварка (КАС) применяется для сварки высоколегированных сталей при толщине материала менее 1, 5 мм с последующей термообработкой и для сварки изделий из алюминиевых сплавов. При KAС расплавление металла осуществляется теплом сгорания ацетилена в кислороде. Ацетилено-кислородное пламя горит на выходе смеси C2H2 и O2из отверстия специального мундштука или наконечника сварочной горелки. Мундштуки сменные с различными диаметрами отверстий. Чем толще свариваемый металл, тем больший номер мундштука. Ацетилен и кислород в соотношении примерно 1, 0: 1, 5 подаются к горелке по раздельным шлангам. Для КАС используются ацетиленовые генераторы, баллоны для ацетилена и кислорода, редукторы для понижения давлениягазов, газовые горелки. Сварка ведется с применением присадочной проволоки, диаметр которой подбирается в зависимости от толщины свариваемых элементов. Режим кислородно-ацетиленовой сварки определяется номером наконечника (мундштука), диаметром присадочной проволоки и давлением кислорода. Точечная сварка позволяет получить прочные, но не плотные нахлесточные соединения. Пакет свариваемых элементов прижимается медными электродами сварочной машины и через них в виде импульса пропускается электрический ток. Наибольшее количество тепла при этом выделяется в месте контакта между соединяемыми деталями - там, где электрическое сопротивление максимально. В этом месте образуется расплавленное ядро, при кристаллизации которого возникает сварочная точка. После отключения тока и до окончания кристаллизации давление электродов не снимается во избежание разрыва сварочной точки упругими силами (рис.5.52.).
Для получения прочноплотных сварных соединений из листовых материалов применяется роликовая сварка. Соединяемые детали при этом зажимаются между двумя медными электродами - роликами, один из которых приводится во вращение от электродвигателя. Таким образом, детали непрерывно перемещаются между роликами. С определенной периодичностью через ролики и соединяемые детали пропускается электрический ток. Каждому импульсу тока соответствует сварочная точка. При соответствующем подборе скорости вращения роликов, частоты и длительности импульсов можно получить прочноплотные швы с высокой герметичностью (рис. 5.53.).
Наряду с рассмотренными методами сварки в авиаремонтном производстве за последнее время получили применение и такие виды сварки, как плазменная, сварка электронным лучом в вакууме, диффузионная сварка, сварка световым лучом (лазерная) и др. Хорошо свариваются низкоуглеродистые стали (< 0.25%С), низколегированные стали с низким содержанием С и никелевые сплавы. Сварка высокоуглеродистых сталей, средне- и высоколегированных сталей представляет определённые трудности, в таблице1 приведены характеристики свариваемости металлов. Таблица 1
Сварка цветных металлов (медные и алюминиевые сплавы) затруднительна из-за высокой теплопроводности и лёгкой окисляемости. Как правило, прочность сварного шва ниже прочности основного материала вследствие наличия шлаков, образования пор и структурных изменений в материале. Сварка вызывает поводку деталей величина, которой зависит от протяжённости и сечения шва, от термического нагрева. Поводку можно устранить применяя стабилизирующую термообработку после сварки (отжиг при 600-6500 С). Наиболее освоенными и часто применяемыми методами сварки, позволяющими соединять однородные материалы, являются: 1. Дуговая сварка (аргоно-дуговая ручная и автоматическая, автоматическая под слоем флюса, ручная – плавящимся электродом); 2. Ацетилено-кислородная используется преимущественно для соединения деталей из углеродистых сталей в мелкосерийном производстве. Широко применяется прирезке металла так как имеет большую производительность и более высокое качество реза; 3. Контактная сварка (точечная и роликовая) – применяется для соединения листовых материалов друг с другом или с различными профильными деталями. При применении роликовой сварки обеспечивается герметичность соединения. Оба вида сварки поддаются автоматизации и механизации технологического процесса соединения. Могут применяться для соединения алюминиевых сплавов; 4. Диффузионная сварка – стык свариваемых деталей нагревают индуктором и сжимают друг с другом. Процесс сварки проводят в камере с глубоким вакуумом или в среде нейтральных газов. Для надёжного соединения достаточен нагрев до750-8000 С. Диффузионной сваркой соединяют тугоплавкие, жаропрочные сплавы, керамика. цветные сплавы, а также разнородные материалы. 5. Электронно-лучевая сварка осуществляется потоком электронов. Толщина соединяемых деталей от нескольких десятков миллиметров до нескольких микрометров. Выбор метода сварки производится на основании анализа конструкции изделия, при этом учитывают: - свариваемость материала данным методом; - качество соединения; - производительность работ. Свариваемость - свойство металлов давать при сварке доброкачественное соединение без трещин и коррозионно-стойкое. В таблице 2 приведены рекомендации по свариваемости некоторых материалов различными способами. Таблица 2
Вместе с тем качество сварки будет зависеть от
Чем больше
Таблица 3
Производительность работ в значительной степени зависит от автоматизации процесса сварки, одновременно автоматическая сварка обеспечивает более высокое качество сварного шва. Технологический процесс сварки плавлением предполагает, независимо от способа сварки, следующие этапы: - подготовка кромок к сварке и обезжиривание поверхностей; - установка и закрепление деталей в требуемом положении; - проведение сварочных работ. Для обеспечения качественного соединения необходимо, в зависимости от толщины материала, подготовить кромки к сварке, обеспечив при этом необходимую величину зазора, для лучшего формирования сварного шва. Зазор должен быть равномерным по всей длине шва.
|

 толщины свариваемых материалов, формы шва и характеризуется следующим соотношением.
толщины свариваемых материалов, формы шва и характеризуется следующим соотношением. пс =
пс =  - коэффициент прочности сварного шва, где
- коэффициент прочности сварного шва, где - напряжение разрушения сварного шва,
- напряжение разрушения сварного шва, - временное напряжение растяжения материала.
- временное напряжение растяжения материала. тем выше прочность соединения, в Таблице 3 приведены значения
тем выше прочность соединения, в Таблице 3 приведены значения  в зависимости от способа сварки и формы сварного шва.
в зависимости от способа сварки и формы сварного шва.


