
Конструктивные элементы, конструктивные и геометрические параметры зенкеров и разверток.Основные конструктивные элементы зенкеров и разверток: рабочая часть, состоящая из режущей и калибрующей частя, зубьев, стружечных канавок, и установочная часть в виде цилиндрического или коническою хвостовиков для концевых инструментов, конического отверстия у насадных инструментов. Зенкеры с коническим хвостовиком имеют лапку для выбивания инструмента из шпинделя станка (рас. 2.1; 2.4,в). Насадные инструменты имеют торцевой шпоночный паз для передачи крутящего момента (рис. 2.2,а; 2.2,б;2.4,в). У концевых инструментов между рабочей частью и хвостовиком выполняется технологическая шейка для выхода инструмента шлифовального круга и канавочной фрезы. Ручные развертки имеют на хвостовике квадрат для крепления, в воротке (рис. 2.3; 2.5,6). Сборные зенкера и развертки снабжены режущими элементами в виде рифленых ножей, закрепляемых в пазах корпуса с помощью клиньев. Иногда сами ножи имеют клиновидную форму. Осевые рифления ножей и корпуса позволяют восстанавливать размер инструмента после переточек (рис. 2.2,6). Основным конструктивным параметром зенкеров и разверток, определяющим точность обработки деталей, является их диаметр. При конструировании диаметры зенкера № I (чернового) и № 2 (чистовою) задаются согласно ГОСТ 1677-75 и ГОСТ 12509-75 соответственно для быстрорежущих и твердосплавных инструментов. Диаметры разверток рассчитываются по максимальному размеру отверстия с учетом разбивания или усадки отверстия при изготовлении Длина режущей частя l1. зависит от угла в плане 2φ, припуска на обработку, и получается расчетом. Длина калибрующей часта l2 большое значение имеет у разверток - она должна быть короткой, не более одного диаметра. Для уменьшения трения калибрующая часть зенкера и развертки снабжается. цилиндрическими ленточками, ширина которых - зависит от диаметра и задается у зенкеров да ГОСТ, а у разверток назначается в. зависимости: от типа развертки - ручной или машинной. Число зубьев у зенкера зависит конструкции и диаметра: у концевых - 3, у насадных - 4 зуба, число зубьев у развертки рассчитывается:
и округляется до целого четного значения для удобства контроля диаметра. Профиль и размеры стружечной канавки на чертеж зенкера не наносятся - задаются только размеры профиля канавочной фрезы по ГОСТ 12489-71. Угол профиля стружечной канавки разверток определяется профилем одно- или двухугловой фрезы применяемой при изготовлений, зубьев. Размеры присоединительной части "отверстия и хвостовиков назначаются по стандартам. Зенкеры и развертки имеют общие геометрические параметры и общие законы выбора их величин (рис. 2.1;..2.3). Передний угол γ; назначается у зенкеров в зависимости от прочности обрабатываемого материала: чем прочнее материал, тем меньше величина угла γ;. Развертки, имеют угол γ;=0° по технологическим соображениям.
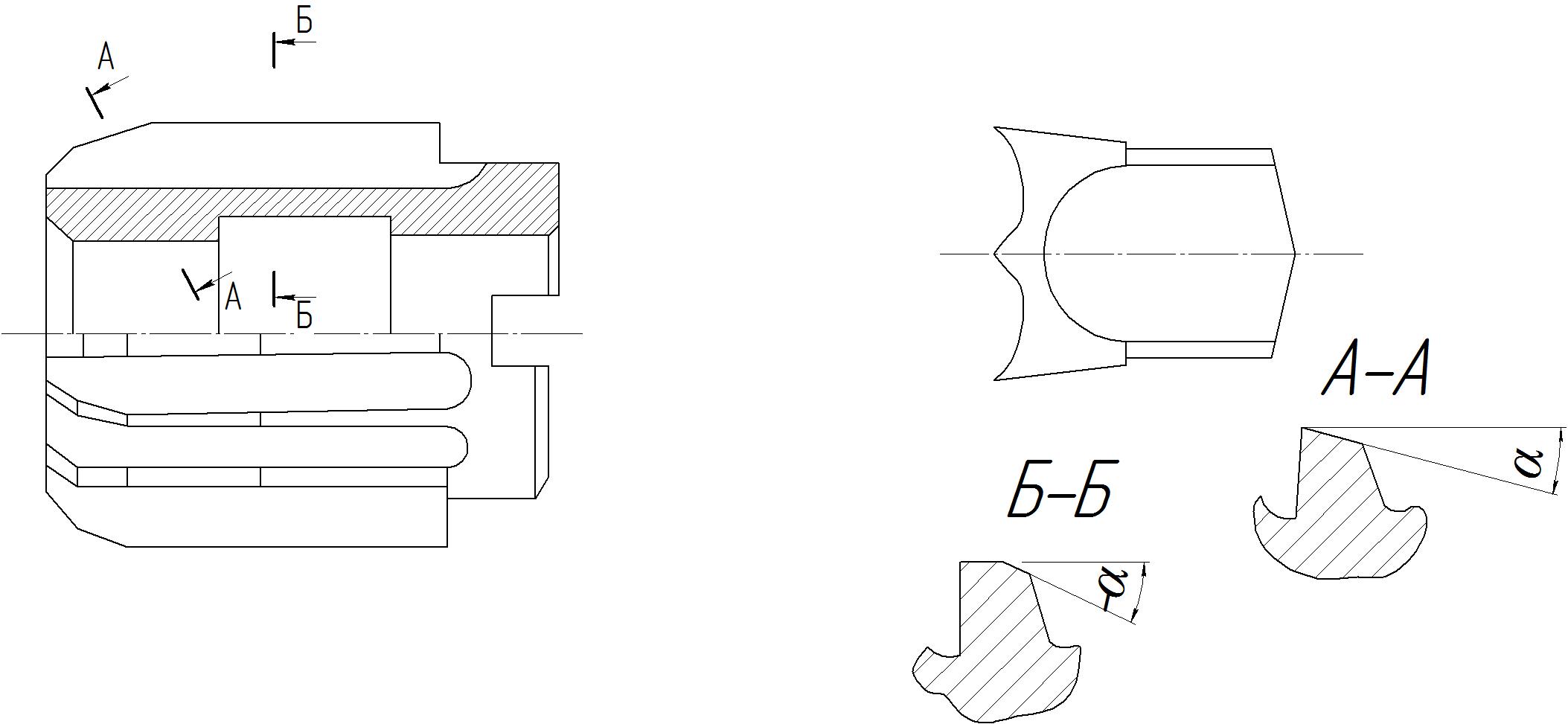
Рис. 2.1. Зенкер цилиндрический
а) зенкер цилиндрический насадной
б) зенкер цилиндрический насадной сборный
в) Зенкер конический (зенковка)
г) зенкер торцовый (зенковка) Рис. 2.2. Типы зенкеров
Рис. 2.3. Развертка цилиндрическая ручная
а)
б)
в) Рисунок 2.4 Развертки машинные: а) с цилиндрическим хвостовиком; б) с коническим хвостовиком; в) насадная
а) развертка машинная насадная с пластинками из твердого сплава.
б) развертка коническая ручная
в) развертка регулируемая ручная
г) развертка 5 гранная машинная Рис. 2.5. Типы разверток
Задний угол α выполняется для уменьшения трения задней поверхности зубьев об обрабатываемую поверхность и назначается в пределах 6 ÷ 12° в зависимости от подачи и материала инструмента. Главный угол в плане j влияет на составляющие силы резания и размеры срезаемого слоя и определяет точность обработки, и стойкость инструмента. У разверток, как чистового инструмента, он невелик: у ручных разверток около 1°, у машинных - 5÷15°. Вспомогательный угол в плане У разверток угол в плане Угол наклона главной режущей кромка λ назначается для повышения прочности зуба в основном для твердосплавного инструмента, и направления отвода стружки: при λ >0 стружка идет против подачи при λ<0 наоборот. На чертежах угол λ задается на виде с торца обозначается λ1. Угол наклона винтовой линии ω; определяет форму стружки и ее отвод. Величина угла ω; назначаетсякак и для переднего угла в зависимости от прочности обрабатываемого материала в пределах 15° у быстрорежущих зенкеров и 10° - для твердосплавных. Развертки с винтовыми зубьями применяются при обработке негладких отверстий (с канавками, шлицами, шпоночными пазами, с радиальными отверстиями и т.д.). Величина угла ω; назначается в зависимости от обрабатываемого материала: 12 ÷ 20° для стали в 7÷8° для чугуна.
|
 (1.2)
(1.2)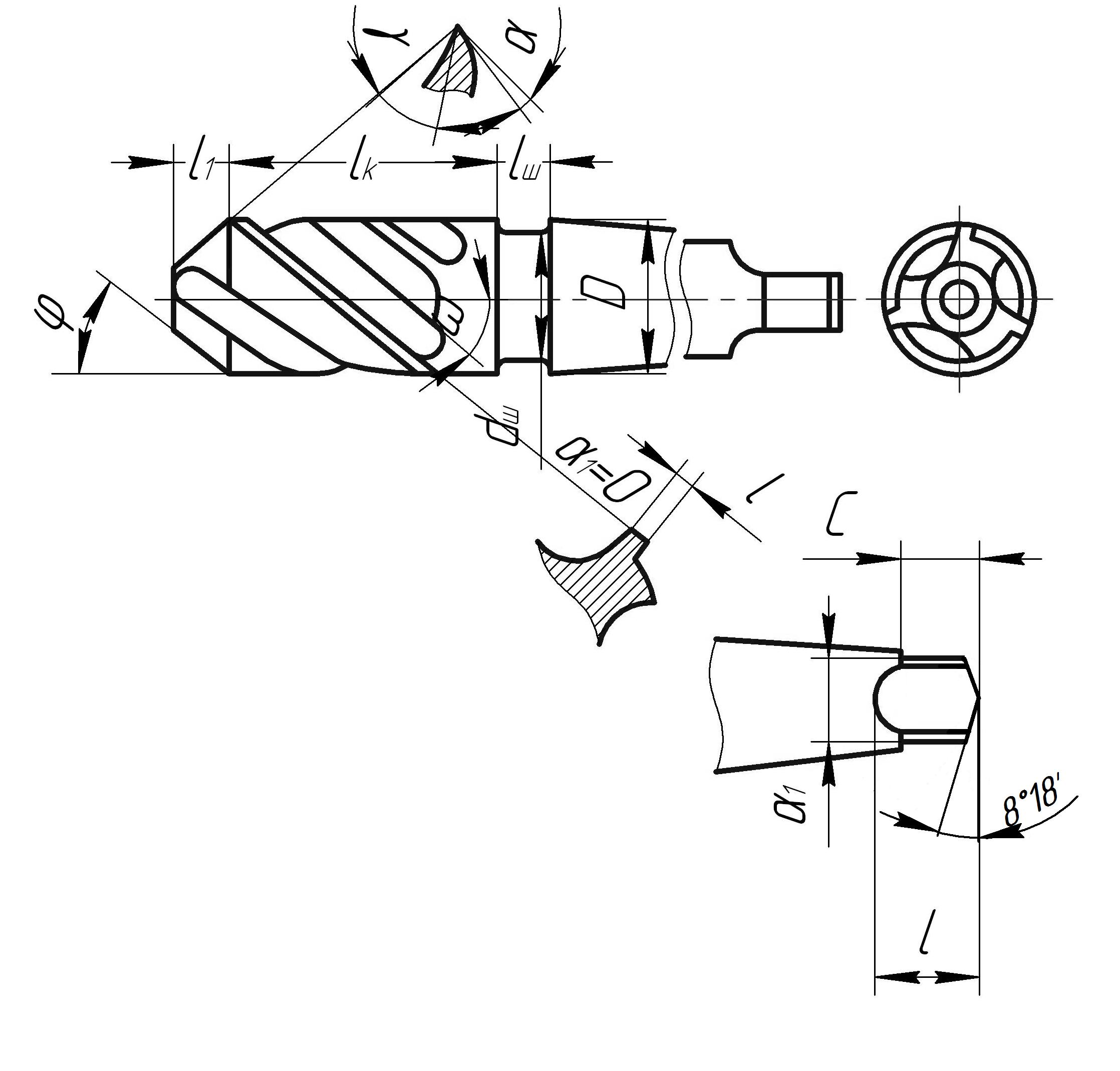






 1 служит для уменьшения трения вспомогательной кромки (ленточки) по обработанному отверстию и назначается по стандартам как обратная конусность, т.е. уменьшение диаметра по направлению к хвостовику. Угол в плане переходной режущей кромки
1 служит для уменьшения трения вспомогательной кромки (ленточки) по обработанному отверстию и назначается по стандартам как обратная конусность, т.е. уменьшение диаметра по направлению к хвостовику. Угол в плане переходной режущей кромки  , выполняемой для повышения стойкости, прочности инструмента назначается у зенкеров в пределах половины главного угла в плане на длине 0,2 диаметра и рекомендуется в основном при обработке стали.
, выполняемой для повышения стойкости, прочности инструмента назначается у зенкеров в пределах половины главного угла в плане на длине 0,2 диаметра и рекомендуется в основном при обработке стали. назначается равным 0° для уменьшения шероховатости обрабатываемого отверстия. Углы в плане у зенковок и конических разверток назначаются согласно конструкции фаски или отверстия.
назначается равным 0° для уменьшения шероховатости обрабатываемого отверстия. Углы в плане у зенковок и конических разверток назначаются согласно конструкции фаски или отверстия.


