
Общие сведения по конструкциям фрез.
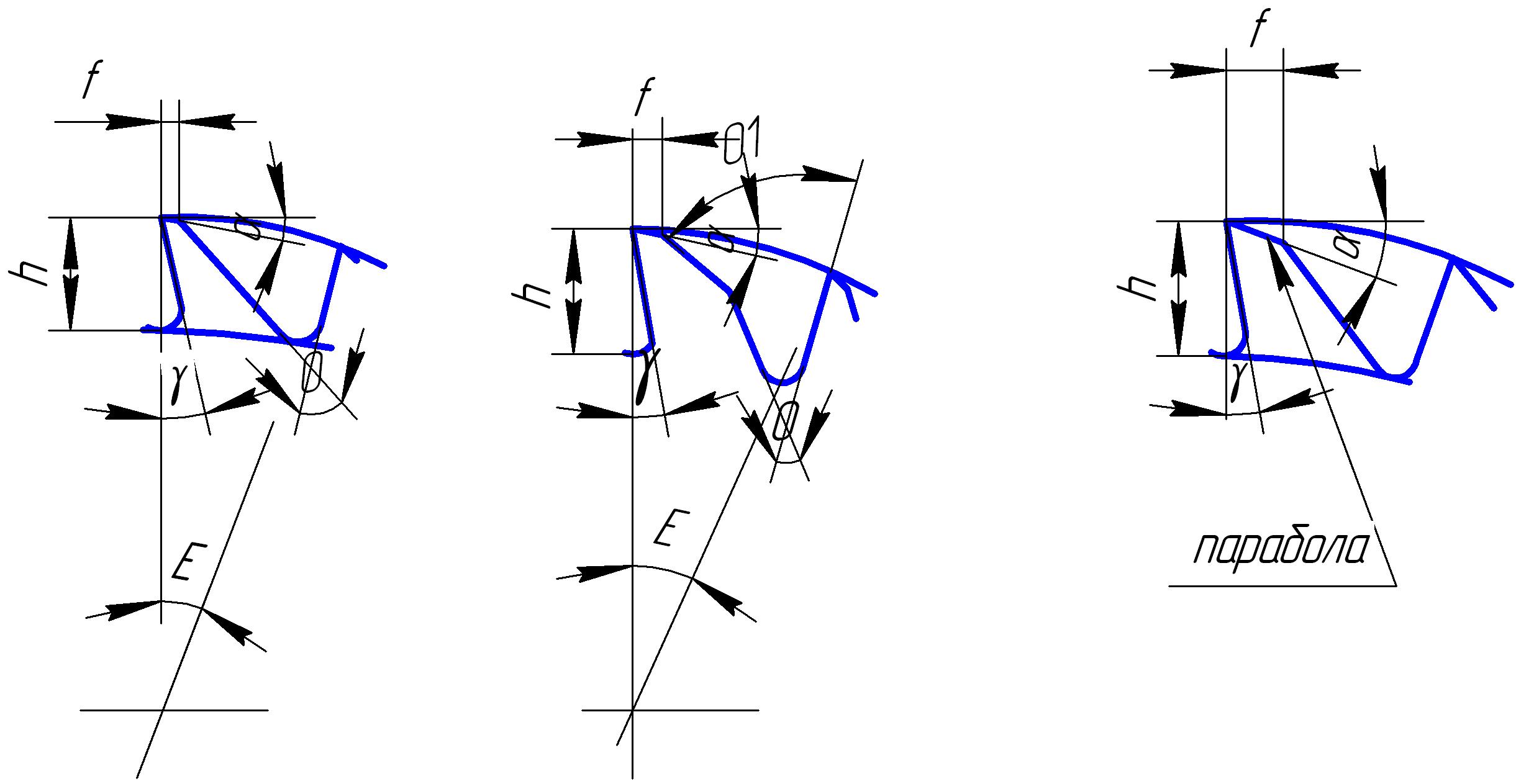
Фрезы с остроконечными зубьями применяются для обработки плоскостей, прорезки пазов, отрезки заготовок и других работ с профилем обрабатываемой поверхности, образованным плоскостями. Остроконечные зубья обычноперетачивают по задней поверхности, при этом переточка не влияет на форму обрабатываемой поверхности. Размеры и форма остроконечных зубьев фрез должны обеспечивать необходимую прочность, а впадина между зубьями должна свободно вмещать срезаемую стружку. Применяются три типа остроконечных зубьев: с прямой спинкой (рис. 3.3,а)с двухугловой спинкой (рис. 3.3,6) и с криволинейной спинкой (рис. З.З.в). Первый тип зубьев наиболее простой. Применяется для. мелкозубых фрез, допускающих 6-8 переточек зубьев и предназначенных для легких работ, так как эти зубья наименее прочны. Второй тип зубьев имеет спинку зуба, образованную двумя У третьего типа зубьев спинка выполнена по кривой, близкой к параболе, что обеспечивает равную прочность во всех сечениях. Повышенная прочность зуба позволяет в этом случае увеличить его высоту, что повышает число переточек и увеличивает объем канавки. У затылованных фрез зуб сохраняется неизменным по форме и
а) б)
в) г)
д) е)
ж) з) Рис. 3.1. Типы фрез
а) б)
в) г)  
д) е)
ж) Рис. 3.2. Типы фрез.
а) б) в) Рис. 3.3.
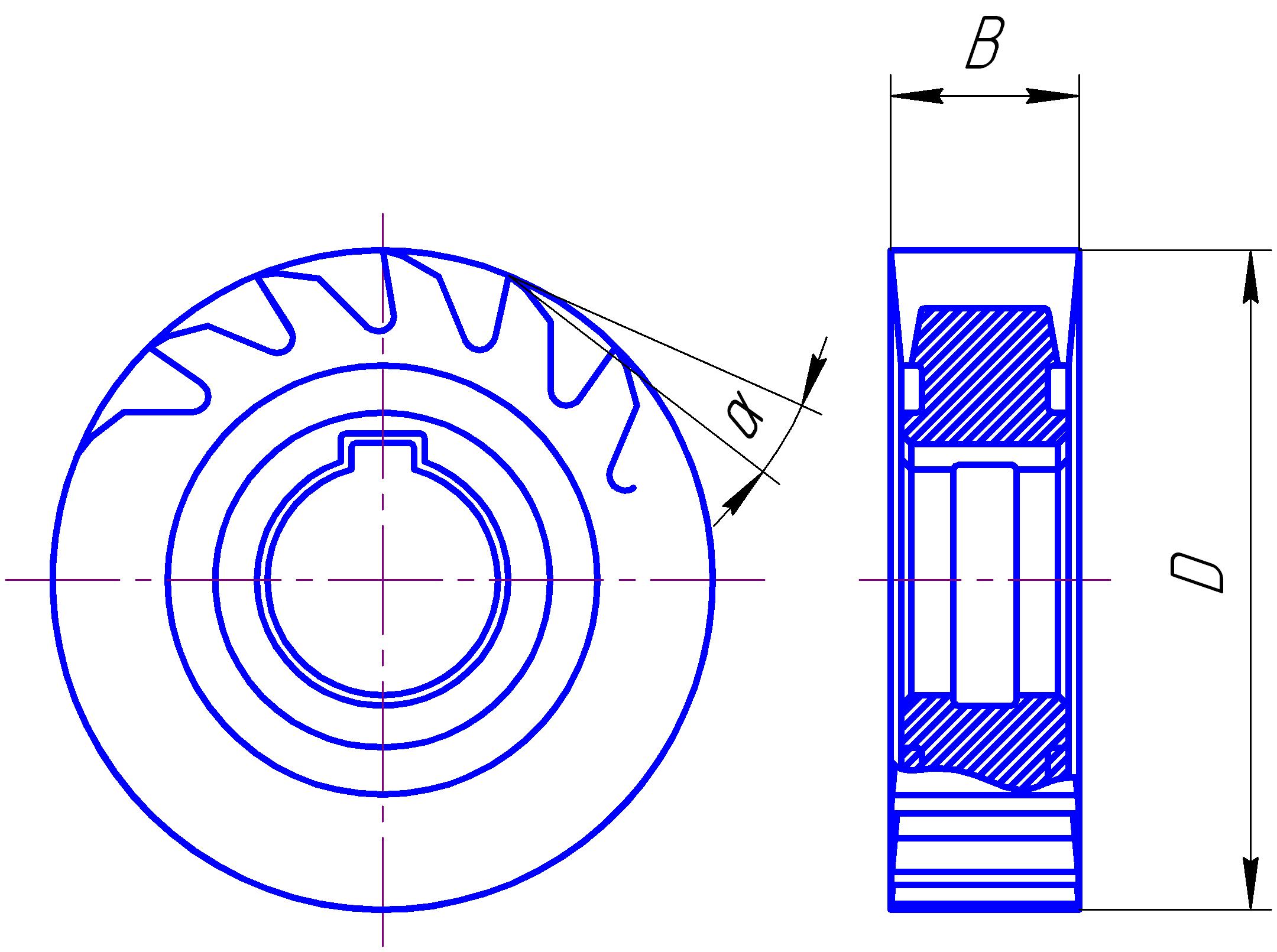
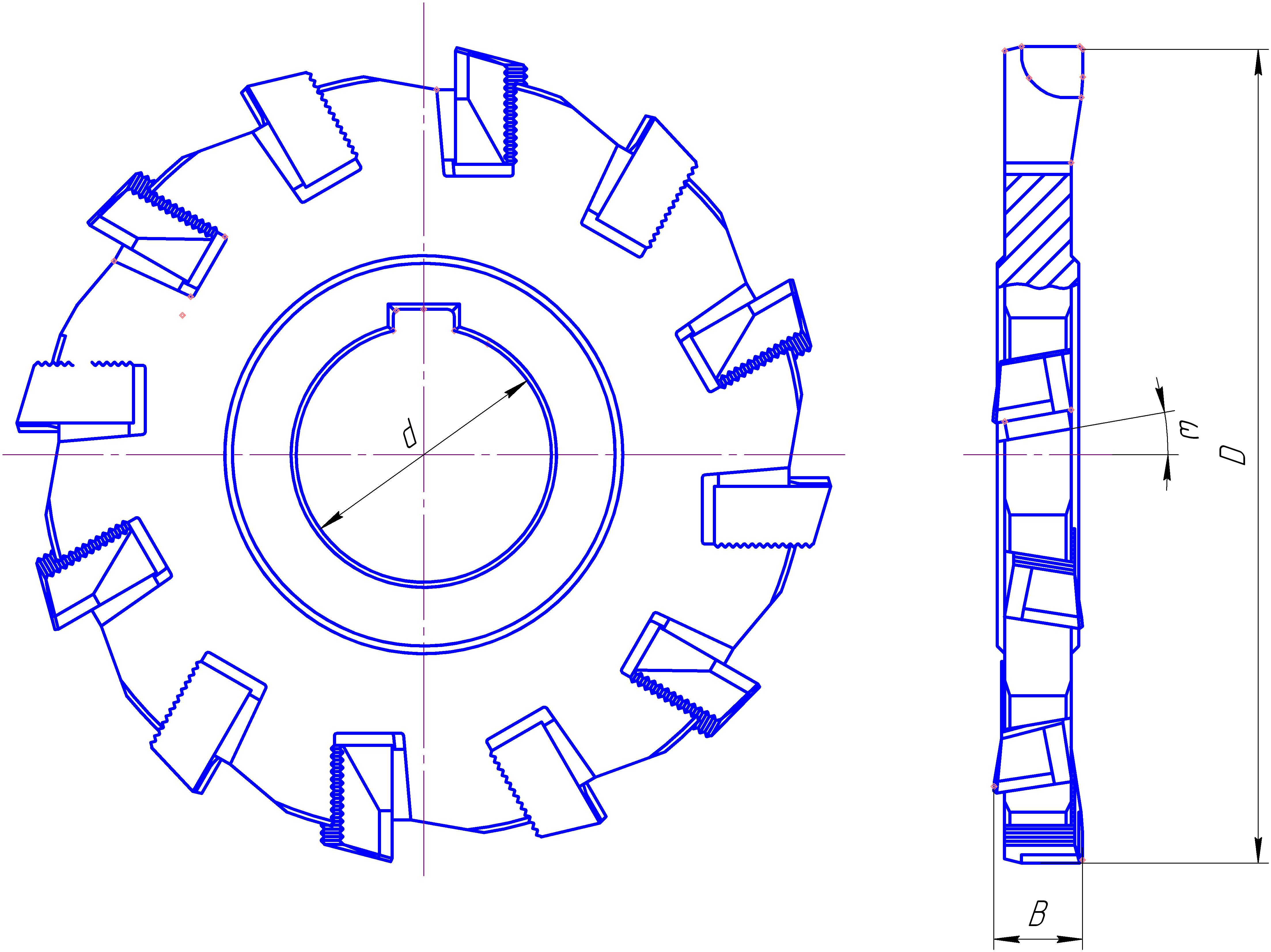
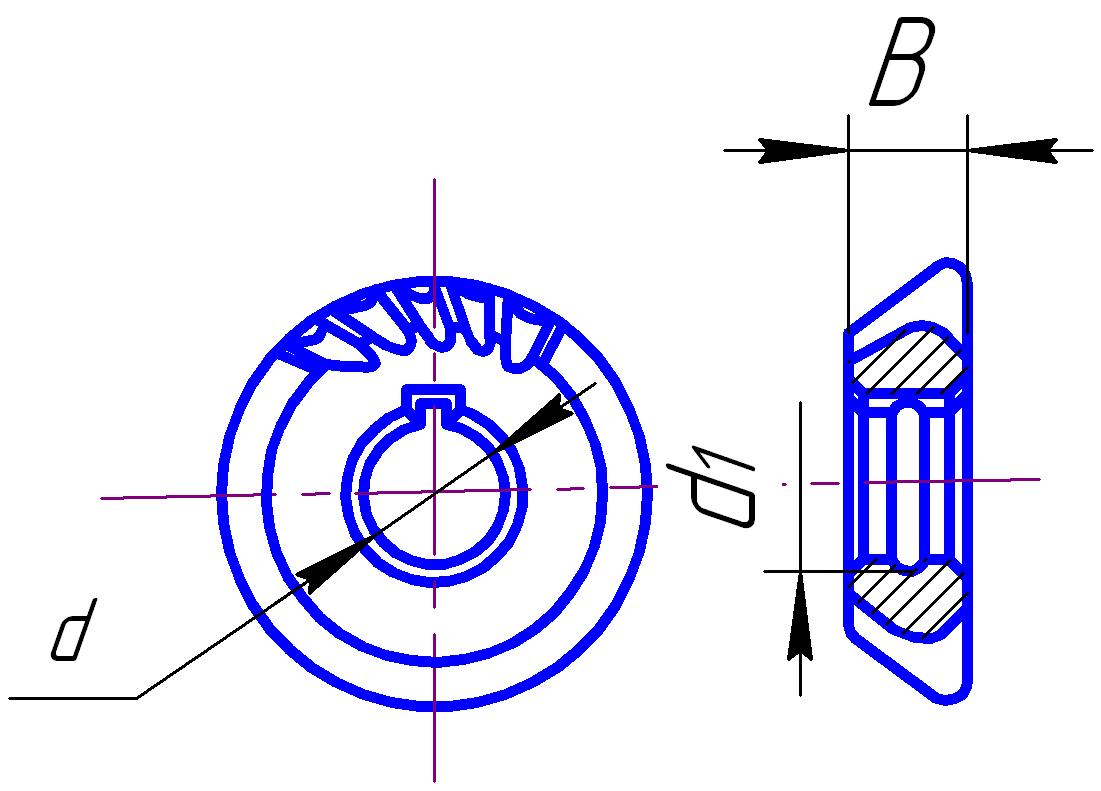
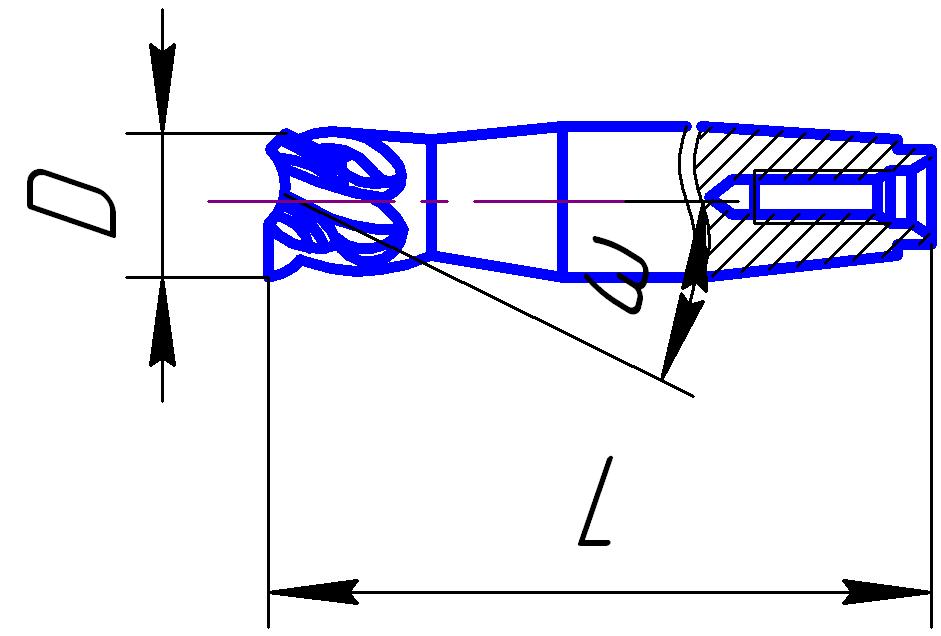
Цилиндрические фрезы диаметром до 90 мм, торцовые насадные фрезы диаметром до 110 мм, а также дисковые трехсторонние с мелким зубом, дисковые пазовые, фасонные, отрезные, прорезные, концевые и шпоночные фрезы изготовляются цельными из одной заготовки. Концевые и шпоночные фрезы из быстрорежущей стали диаметром более 10 мм изготовляются сварными, рабочую часть фрезы из инструментальной стали сваривают встык с хвостовиком из конструкционной стали 40Х или 45. Цилиндрические, торцевые насадные и дисковые фрезы диаметром свыше 75 мм и торцевые фрезерные головки изготовляются со вставными зубьями (рис. 3.2, ж), Фрезы, оснащенные твердым сплавом, изготавливают как со вставными ножами, так и с припаянными пластинками (рис 3.2 в, г). К основным конструктивным параметрам, характеризующим фрезы, относятся (рис. 3.4): диаметр фрезы D, длина L, ширина B, число зубьев Z, шаг винтовых струженных канавок H,окружной шаг зубьев t, диаметр посадочного отверстия для насадных фрез d размеры хвостовика для концевых фрез (l1,d,D1 или номер конуса Морзе), ширина задней поверхности f, передний угол γ;, углы в плане φ, φ1, φ0 угол наклона главной режущей кромки λ;. Диаметр фрезы D определяется диаметром отверстия d, который получается расчетом на прочность. Наружные и посадочные диаметры стандартных насадных фрез приведены в табл. 3.1.
Таблица 3.1
Диаметры посадочных отверстий фрез.
Диаметры концевых и шпоночных фрез нормализованы в соответствии с размерами шпоночных соединений. Эти фрезы изготовляют с цилиндрическим хвостовиком. (D≤ 20 мм) и с коническим хвостовиком. Длина L или ширина В фрез выбираются в зависимости от диаметра D фрезы и ширины фрезерования. Число зубьев. Z определяется.диаметром фрезы, формой и размерами зубьев, характером обработки (черновая или чистовая)и рассчитывается по формуле
где m - коэффициент, зависящий от типа фрезы. Число зубьев установлено государственным стандартами для каждого типа фрезы, в зависимости от ее диаметра. Передний угол γ; выбирается в зависимости от физико-механических свойств обрабатываемого материала, материала режущей часта фрезы, типа фрезы, изменяется в пределах от 10 ° до 20°. Задний угол α вместе с передним углом γ определяет прочность режущей кромки и выполняется с целью уменьшения трения задней поверхности зуба и обрабатываемой поверхности. Величина угла α зависит от характера обработки, материала режущей части и назначения фрезы. Принимают для цилиндрической поверхности фрезы α; = 12-30°, для торцевой поверхности α;= 6-8°.
Рис. 3.4. Фреза торцвая.
Главный угол в плане φ; - определяет соотношение между толщиной и шириной срезаемого слоя металла. С уменьшением угла φ; уменьшается толщина и увеличивается ширина среза, вследствие чего улучшаются отвод тепла из зоны резания и условия работы фрезы. Вместе с тем, с уменьшением угла φ, резко возрастает радиальная и осевая составляющие силы резания, поэтому фрезы с малым углом в плане φ могут быть использованы только при работе на жестких и мощных станках. Высота угловой кромки, должна быть больше слоя металла, срезаемого за один проход. Вспомогательный угол в плане φ1 - уменьшает трение вспомогательной кромки в процессе резания и оказывает влияние на шероховатость обработанной поверхности. С уменьшением угла уменьшается шероховатость поверхности. Между главной и вспомогательной кромкой под углом Для цилиндрических фрез с винтовыми или наклонными зубьями угол наклона зубьев ω равен углу наклона режущей кромки λ. Угол ω служит для более плавной работы фрезы и для создания направления сходящей стружке. Выбирается в зависимости от назначения фрезы.
|







 (3.1)
(3.1)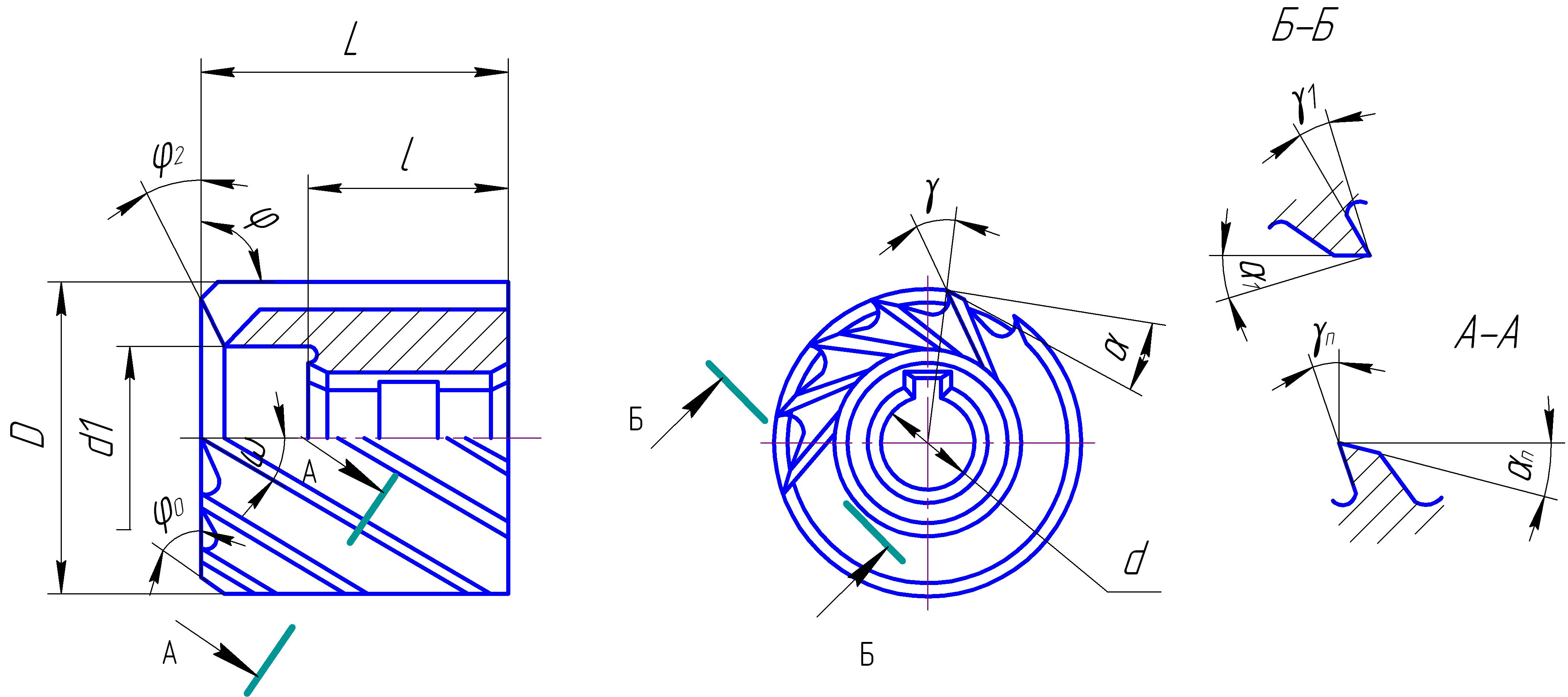
 располагается переходная кромка f = 1...2 мм, которая упрочняет вершину зуба. Углы в плане выбираются в зависимости от типа фрезы, характера обработки, материала режущей части фрезы.
располагается переходная кромка f = 1...2 мм, которая упрочняет вершину зуба. Углы в плане выбираются в зависимости от типа фрезы, характера обработки, материала режущей части фрезы.


