
Классификация фасонных резцов
Проведено аналіз робочого місця та оцінки безпеки експлуатації і проведення досліджень акселерометра. Проведено розрахунки геометричних параметрів та мікроклімату приміщення; було виявлено, що обрана лабораторія задовольняє усім вимогам та може бути використана за призначенням. Також, враховуючи відносно невелику кількість шкідливих факторів, що пов’язані в проведенням випробувань, можна стверджувати, що датчик BMA180 є безпечним у використанні. А.Г.Федотов Тема 6. Фасонные резцы. (Применение фасонных резцов. Методы профилирования фосонных резцов.)
Фасонные резцы применяют для обработки деталей с различной формой образующей. По сравнению с обычными резцами они обеспечивают: · идентичность формы, · точность размеров детали, которая зависит в основном от точности изготовления резца, · высокую производительность благодаря одновременной обработке всех участков фасонного профиля детали, · большую экономию машинного времени, · удобство в эксплуатации благодаря простоте переточки по передней поверхности. Фасонные резцы используют на токарных и револьверных станках, автоматах и полуавтоматах. Резцы проектируют для обработки конкретной детали, и их применение экономически оправдано при крупносерийном и массовом производстве.
Классификация фасонных резцов
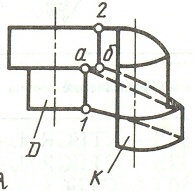
A. По форме:
· стержневые (а) · призматические (б) · круглые (в) Стержневые резцы можно устанавливать в резцедержателях универсальных станков. Недостатком является уменьшение высоты рабочей части после переточки, компенсируемое подкладками. Стержневые резцы имеют малое число переточек. Их заднюю поверхность шлифуют под углом a= 10°...12°. Призматические резцы имеют большее число переточек. Их вершину в осевой плоскости заготовки устанавливают регулировочным винтом. Задний угол у этих резцов получают при установке их в специальных резцедержателях (рис. 2.16, а) под углом a= 10...12°. Крепление и базирование резца в резцедержателе осуществляется с помощью хвостовика типа ласточкина хвоста. Недостаток призматических резцов - невозможность обработки внутренних фасонных поверхностей.
Круглые фасонные резцы применяют для обработки как наружных, так и внутренних фасонных поверхностей. Они более технологичны, чем призматические, так как представляют собой тела вращения, и допускают большее число переточек и стачиваются до достаточной по условию прочности величины. Задние углы у круглых резцов получают установкой их оси выше осевой плоскости заготовки в специальных резцедержателях (в). Базируют резец в резцедержателе по отверстию и торцу, а вершину в осевой плоскости изделия устанавливают путем поворота резца вокруг оси. Для этого на торце резца сделан буртик с торцовыми зубьями. Торцовые зубья на резце сопрягаются с торцовыми зубьями рычага, устанавливаемого на одной оси с резцом. Рычаг поворачивают по-воротом винта 2, находящегося в заце-плении с зубчатым сектором рычага 5.
Рис.. Резцедержатели для крепления фасонных резцов: а – призматического: 1 - винт крепления державки; 2 – корпус; 3 - резец; 4 - винт регулирования резца по высоте; 5 - прихват для зажима резца; 6 - винт: 7 – шпонка; б - круглого: 1 - корпус; 2 - винт поворота зубчатого сектора рычага; 3 - ось; 4 - гайка; 5 - рычаг; 6 - резец; 7 - гайка крепления резцедержателя; 8 - винт; 9 - винты регулирования шпонки; 10 – шпонка.
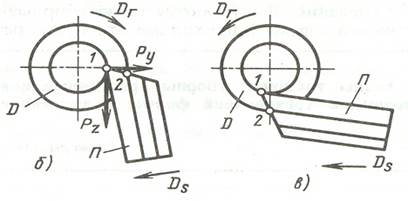
B. По установке относительно заготовки
· радиальные (рис. б) · тангенциальные (рис. в). Вершина радиального резца устанавливается в осевой плоскости заготовки, а подача осуществляется в направлении ее оси. Радиальный резец образует весь профиль заготовки одновременно. В результате на заготовку действуют значительные силы резания, которые могут привести к деформированию заготовки и появлению вибрации. Вершина тангенциального резца устанавливается по касательной к минимальному радиусу обрабатываемой заготовки. Передняя поверхность располагается под углом λ по отношению к оси заготовки, обеспечивая не одновременное, а постепенное профилирование изделия. Вследствие этого резко снижается сила резания и уменьшается вероятность появления вибрации. Тангенциальными резцами можно обрабатывать нежесткие заготовки большой длины.
C. По расположению оси отверстия или базы крепления резца
· с параллельным расположением оси или базы крепления резца относительно оси заготовки; · с наклонным расположением оси отверстия или базы крепления резца (см. рис. д, е). Последние используют для увеличения задних углов по профилю резца при обработки заготовок, имеющих прямолинейные участки, перпендикулярные к ее оси. Подача резцов осуществляется в направлении, перпендикулярном к базам установки резца.
D. По форме образующих фасонных поверхностей
· с кольцевыми образующими,
· с винтовыми образующими. Винтовые образующие позволяют увеличить задние углы резца при обработке с радиальной подачей заготовок, имеющих прямолинейные участки, перпендикулярные к ее оси.
E. · с положительным (или равным нулю) передним углом;
· с положительным перед-ним углом и углом λ наклона режущей кромки. Такие резцы позволяют увеличить точность обработки деталей, имеющих конические участки.
F. · цельные; · составные, например, с припаянными пластинами из твердого сплава.
|




 По расположению передней поверхности
По расположению передней поверхности
 По конструкции
По конструкции


