
Материалы лопаток компрессора
Лопатки компрессора изготавливают из коррозионностойких и теплостойких хромистых сталей, титановых и жаропрочных сплавов, композиционных материалов. Алюминиевые сплавы для этих целей практически не используются. При температурах до 500 °С, применяют титановые сплавы ВТЗ-1, ВТ8М, ВТ9, ВТ18У, ВТ22, ВТ25У, ВТЗЗ и др. При рабочих температурах 500... 650 °С используются коррозионно-стойкие и теплостойкие стали 13Х12Н2В2МФА-Ш, 15Х12Н2ВМФАБ-Ш, 15Х16К5Н2ВМФАБ-Ш, 13Х14НВФРЛ, 1Х12Н2ВМФ и др. При температурах 650... 800 °С (лопатки последних ступеней компрессора)применяют жаропрочные сплавы на никелевой основе (ХН70МВТЮБ, ХН77ТЮ, ХН45МВТЮБР). Ведутся активные разработки по использованию для изготовления лопаток компрессора композиционных материалов на металлической и неметаллической основе и интерметаллидных материалов, в частности боропластиков, бороалюминиевых композиций, сплавов системы Ti-Al.
В производстве заготовок лопаток компрессора применяются: - штамповка на горячештамповочных прессах (винтовых и кривошипных); - изотермическая штамповка; - высокоскоростное выдавливание; - холодное и горячее (изотермическое) вальцевание.
Штампованные заготовки лопаток получают из горячекатаных прутков. Шероховатость поверхности исходных заготовок перед штамповкой должна быть не ниже Rz = 40 мкм. Изотермическая штамповка позволяет получать за один или несколько переходов высокоточные заготовки лопаток разных конфигураций и размеров, включая заготовки лопаток с антивибрационными полками. В качестве деформирующего оборудования применяют универсальные гидравлические прессы с регулируемой скоростью рабочего хода ползуна или специализированные прессы (модели ПА2634, ПА2638, ПА2642) с усилием 2,5; 6,3 и 16 МН. Высокоскоростное выдавливание заключается в пластическом формоизменении металла вследствие деформирующего усилия инструмента, движущегося со скоростью порядка нескольких десятков метров в секунду. Высокие скорости деформирования создают более благоприятные схемы напряженного состояния, что улучшает условия течения металла и способствует заполнению труднодоступных мест формообразующей полости штампа. Основные преимущества высокоскоростного выдавливанияприменительно к производству лопаток: - возможность получения заготовок с тонкими кромками; - практически исключается теплообмен между заготовкой и штампом; - уменьшается трение между поверхностями заготовки и штампа. Высокоскоростное выдавливание используется для получения точных заготовок лопаток длиной до 150 мм из титановых сплавов и жаропрочных сталей. Припуск по перу для лопаток из жаропрочных сталей составляет 0,05... 0,25 мм, а для лопаток из титановых сплавов - 0,2... 0,6 мм на сторону. При назначении режимов высокоскоростного выдавливания учитываются зависимости пластичности, структуры и механических свойств материала лопаток от температуры, степени и скорости деформации. При температуре нагрева исходных заготовок 960... 1050 °С допустимая степень деформации титановых сплавов ВТЗ-1, ВТ8, ВТ9, ВТ18У в условиях высокоскоростной осадки достигает 90 %. Допустимая степень деформации жаропрочных сталей ЭИ961Ш, ЭП51ТШ в диапазоне температур нагрева исходных заготовок 830... 1220 °С составляет более 90 %. Выдавливание производится в постоянно нагретой до 300... 350 °С матрице. Рациональные области применения заготовительных технологических процессов выбираются с учетом себестоимости, физико-механических и технологических свойств материалов, технологии последующей обработки и многих других факторов.
Холодное вальцевание применяют при изготовлении одно-замковых и беззамковых лопаток длиной до 400 мм из сталей, титановых и жаропрочных сплавов. Вальцеванием формируют окончательный про филь пера лопатки из заготовок, полученных изотермической штамповкой, предварительным точением на специальных оправках, шлифованием или фрезерованием При многопереходном вальцевании лопатку подвергают промежуточным отжигам для снятия деформационного упрочнения и остаточных напряжений. Число переходов устанавливается в зависимости от величины припуска (обычно предусматривается 1... 4 перехода) и свойств деформируемого материала (допустимой степени деформации). Например, допустимая степень деформации заготовок из стали 13Х12Н2В2МФА за один переход не должна превышать 35 %, а титанового сплава ВТЗ-1 -16... 17 %. Скорость вальцевания зависит от обрабатываемого материала: для стали 13X11Н2В2МФ (ЭИ961) она составляет 10... 20 м/мин, а для стали 15Х16К5Н2МВФАБ (ЭП866Ш) и сплава ХН45МВТЮБР (ЭП718ИД) - 0,5... 1 м/мин при длине до 100 мм и 1... 2 м/мин при длине 200... 250 мм. После последнего перехода предусматривается термообработка в инертном газе или вакууме. Шероховатость поверхности пера после холодного вальцевания Ra = = 0,32 мкм. Вальцевание позволяет исключить из технологического процесса изготовления лопатки операции шлифования, полирования и деформационного поверхностного упрочнения пера. Снижает трудоемкость изготовления лопатки на 35... 40 %, объем ручных полировальных работ - на 50... 55 %, повышает КИМ с 0,2 до 0,35. Вальцевание производят на специальных установках типа УДЛ-100-7 (для лопаток длиной до 100 мм), ВС-2, ВС100М и др. Наиболее распространенный материал для изготовления вальцованных лопаток - жаропрочный сплав ЭП718ИД. Вальцевание выполняется от окончательно обработанных конструкторских базовых поверхностей, что обеспечивает взаимное расположение профиля пера и хвостовика лопатки. Горячее вальцевание имеет следующие преимущества по сравнению с холодным вальцеванием: - обеспечение необходимой величины деформации и получение в условиях равномерного и стабильного температурного поля профилей толщиной до 0,1 мм; - снижение сил деформирования и достаточная стабильность процесса вальцевания; - высокое качество поверхности пера; - получение мелкозернистой равноосной структуры материала, обладающей высокими механическими свойствами. В процессе вальцевания заготовку нагревают до требуемой температуры электрическим током, пропускаемым через зону деформации. Оптимальная температура изотермического вальцевания зависит от материала. Например, титановый сплав ВТЗ-1 вальцуют при температуре 920 °С. Ток подводится к штампам, вальцующим заготовку. Нагреву подвергается только зона деформации, перемещающаяся вдоль пера. Для нагрева используется регулируемый источник питания переменного тока с напряжением 10... 20 В, мощностью 120... 200 кВт.
|
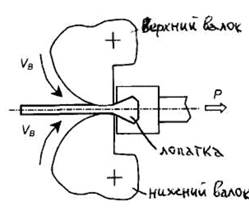 Холодное вальцевание. Это завершающая формообразующая операция в технологическом процессе изготовления лопаток, заключающаяся в том, что предварительно точно обработанную заготовку подвергают пластической деформации при комнатной температуре. Холодное вальцевание характеризуется распространением деформации вдоль заготовки и локальным очагом деформации.
Холодное вальцевание. Это завершающая формообразующая операция в технологическом процессе изготовления лопаток, заключающаяся в том, что предварительно точно обработанную заготовку подвергают пластической деформации при комнатной температуре. Холодное вальцевание характеризуется распространением деформации вдоль заготовки и локальным очагом деформации.


