Головна сторінка Випадкова сторінка
КАТЕГОРІЇ:
АвтомобіліБіологіяБудівництвоВідпочинок і туризмГеографіяДім і садЕкологіяЕкономікаЕлектронікаІноземні мовиІнформатикаІншеІсторіяКультураЛітератураМатематикаМедицинаМеталлургіяМеханікаОсвітаОхорона праціПедагогікаПолітикаПравоПсихологіяРелігіяСоціологіяСпортФізикаФілософіяФінансиХімія
Про охорону та використання надр
Дата добавления: 2015-06-16; просмотров: 734
|
|
Методы сборки
Сборка и испытание являются завершающими этапами технологического процесса изготовления и ремонта ПС.
Сборка определяется, как образование разъемных и неразъемных соединений составных частей изделия с соблюдением схемы сборки, заданных посадках и размерных цепей (ГОСТ3.1109-73). Размерная цепь представляет собой совокупность размеров, непосредственно участвующих в разрешении поставленной задачи и образующих замкнутый контур. Размеры, входящие в размерную цепь, называют ее составляющими звеньями. Звено размерной цепи, являющееся исходным при постановке задачи, или получающееся последним в результате ее решения, называется замыкающим звеном.
Под методом сборки понимают совокупность правил достижения заданной точности замыкающего звена размерной цепи при сборке (ГОСТ 23887-79). Точность сборки – это свойство процесса сборки обеспечивать соответствие значений параметров объекта изготовления или ремонта заданным в нормативно-технической документации. Точность сборки обеспечивается методами полной взаимозаменяемости, неполной и групповой взаимозаменяемости, пригонки и регулирования (ГОСТ16319-80).
Установлены следующие методы сборки; полной и неполной взаимозаменяемостью, групповой взаимозаменяемостью, с регулированием и компенсирующими материалами.
Сборка с полной взаимозаменяемостью предусматривает сборку объекта без какой-либо детали. Любую деталь размерной цепи устанавливают или заменяют без пригонки, обеспечивая заданную точность замыкающего звена. Это требует снижения допусков на размеры обработанных поверхностей деталей, что сложно и неэкономично при ремонте. Сборка при ремонте отличается от сборки новых изделий наличием различных по точности групп деталей, т.е. деталей бывших в работе и имеющих допустимый износ, восстановленных на ремонтном предприятии, и новых, полученных в качестве запасных частей. Поэтому метод полной взаимозаменяемости применяется при изготовлении новых изделий, а в ремонтном производстве для максимального использования деталей, бывших в работе, чаще находят применение другие методы сборки.
Сборка с неполной взаимозаменяемостью предусматривает некоторые расширение допусков на размеры обработанных поверхностей деталей. При этом заданная точность замыкающего звена размерной цепи достигается у заранее обусловленной части объектов путем включения в нее составляющих звеньев без выбора, подбора или изменения их значений. Этот метод не гарантирует абсолютное качество изделия (вероятность брака составляет 0,27%).
Сборка с групповой взаимозаимозаменяемостью ( селективная сборка) предусматривает обеспечение точность замыкающего звена путем включения в размерную цепь составляющих звеньев, принадлежащих к одной из групп, на которые они предварительно рассортированы. Рассортирование деталей по размерным группам производится в пределах поля допуска. При сборке соединяют детали одноименных групп.
Пример сборки тележек грузовых вагонов. По техническим требованиям допускается устанавливать в одну тележку две боковые рамы с разностью размеров между наружными челюстями буксовых проемов не более 2мм. Изготовление боковых рам с такой точностью затруднительно. Поэтому их изготовляют с допуском на указанный размер, равный 12мм, после чего боковины сортируют на 6групп так, чтобы в одну группу попали изделия с разностью размеров не более 2мм.
Сборка групповой взаимозаменяемостью применяется при капитальном ремонте буксовых и якорных роликовых подшипников, цилиндров – подшипниковой группы дизелей, и подшипников коленчатых валов дизелей, некоторых сборочных единиц рессорного подвешивания тележек.
Сборка с регулированием предусматривает достижение точности замыкающего звена изменением размера компенсирующего звена без удаления материала с компенсатора.
Сборка с пригонкой предусматривает обеспечение точности замыкающего звена изменением размера компенсирующего звена путем удаления с компенсатора определенного слоя материала. В качестве примера применения этого метода можно снятием боббита с трясущейся поверхности вкладышей подшипников коленчатого вала дизеля для достижения нормального зазора на масло, устранение недопустимой овальности втулки верхней головки шатуна дизеля шабрением и обработкой развертками.
Сборка компенсирующими материалами предусматривает достижение точности замыкающего звена применением компенсирующего материала, вводимого в зазор между сопрягаемыми деталями после их установки в требуемом положении.
В качестве компенсирующих материалов служат регулировочные кольца, шайбы, прокладки изготовленные из бумаги, картона, листовой стали, паронита и т.д.
Сборка компенсирующими материалами, регулированием и пригонкой получили широкое распространение в ремонте. До начала сборки любого нового объекта ремонта составляют схему его сборки, которая представляет графическое изображение в виде условных обозначений последовательности сборки объекта или его составной части, начиная с базовой детали или сборочной единицы. Базовой деталью (сборочной единицей) называют деталь (сборочную единицу), с которой начинают сборку объекта ремонта, присоединяя к ней детали или другие сборочные единицы.
Процесс сборки любого объекта состоит из следующих этапов: внешней проверки деталей, поступивших на сборку, комплектования, раздельной и общей сборки, контроля качества сборки.
Этапы сборки.
Внешней проверке подвергают все детали, поступающие на сборку. Мелкие повреждения деталей, появившиеся в результате небрежного обращения или транспортирования устраняют. Масляные каналы, смазочные и резьбовые отверстия деталей очищают и продувают сжатым воздухом. Масляные каналы, кроме того, проверяют магнитной проволокой. Гермотизирующие прокладки из бумаги, картона, паронита и резьбы, как правило, заменяют новыми. Годные прокладки из красной меди отжигают, а для устранения неровностей обжимают под прессом. Бумажные и картонные прокладки до постановки пропитывают в горячем масле, а паранатовые – покрывают лаком герметик или графитовой смазкой.
Комплектованием сборочных единиц деталями называют комплекс работ по их подготовке, подбору и пригонке. К комплектованию так же относятся работы по подбору деталей по массе и балансировке для устранения неуравновешенности вращающихся частей механизмов. Неуравновешенность любой вращающей сборочной единицы может возникнуть как в процессе эксплуатации вследствие неравномерного изнашивания изгиба, скопления загрязнения в каком-либо одном месте, при утере сбалансированного груза, так и в процессе ремонта из-за неправильной обработки деталей или неточной сборки. Неуравновешенность таких сборочных единиц, как якоря электрической машины, карданные валы, ротор туброкомпрессор вредна, так как вызывает вибрацию, повышенное изнашивание и ускоренное разрушение многих деталей и особенно деталей подшипников.
Чтобы достигнуть уравновешенности вращающихся сборочных единиц, их подвергает статической или динамической балансировке.
При комплектовании сборочных единиц, особенно при текущем ремонте, ранее работавшие вместе детали и имеющие допускаемые размеры не обезличивают, их устанавливают на прежние места. Вместо заменяемые ставят такие детали (путем подгонки и регулировки) допуски на посадку которых находятся в пределах нормы.
После всех работ по комплектованию детали подобранных комплектов и сборочных единиц маркируют буквами, цифрами согласно требованиям чертежей.
К раздельной сборке подвергаются сборочные единицы двух типов. К первому типу относятся сборочные единицы, обладающие только свойством независимой сборки, например, шатун дизеля, вертикальный вал редуктора, балансир рессорного подвешивания и т.п. Ко второму типу относятся более сложные сборочные единицы, так называемые агрегаты, обладающие свойствами не только независимой сборки, но и полной взаимозаменяемости, самостоятельного выполнения определенной функции в изделиях различного назначения, например топливный и масляный насосы дизеля, ТЭД, колесно-моторный блок и др.
После сборки отдельные агрегаты тепловоза подвергают проверкам и испытаниям для приработки трущихся деталей, проверки подачи, герметичности соединений и регулировки отдельных параметров. Испытания и проверки ведутся на типовых стендах и установках или работу, испытуемой сборочной единицы на дизеля или тепловозе.
Общая сборка и испытания дизеля Д100

Рис.1
Сборка дизеля начинают с базовой части – блока. Сборочные работы ведут на кантователе, позволяющем поворачивать и фиксировать блок под любым углом. Что создает благоприятные условия для работы, способствует повышению качества сборки, сокращению времени сборочных операций, особенно при укладке коленчатых валов на подшипниках. При отсутствии кантователя сборку дизеля ведут на жестком стенде, а иногда разборку и сборку ведут на самом тепловозе.
При текущем ремонте каждый дизель комплектуют его же сборочными единицами и деталями, прошедшими соответствующий ремонт. Это сокращает продолжительность сборки, т.к. многие процессы, связанные с регулировкой ориентированного положения сборочных единиц отпадают или упрощаются.
Схема сборки дизель-генератора показано на рис.1.
Блок дизеля на сборку поступает с установленными цилиндровыми втулками, выпускными коробками и коллекторами. На блоке монтируют верхнюю и нижнюю части вертикальной передачи, нижний коленчатый вал с зубчатым колесом привода вертикальной передачи, антивибратором; верхний коленчатый вал с зубчатым колесом привода вертикальной передачи, ведущим фланцем привода центробежного нагнетателя.
Укладку коленчатых валов ведут сверху блока. Качество укладки вала на подшипниках проверяют при их нижнем положении, т.е. когда валы покоятся на рабочих вкладышах. После укладки коленчатые валы соединяют между собой вертикальной передаче так, чтобы нижний коленчатый вал опережал верхний коленчатый вал по углу поворота кривошипа на 10+-1%. При монтаже поршней в сборе шатунами регулируют расстояние от оси форсуночного отверстия цилиндровой втулки до головки нижнего поршня при нахождении поршня в верхней мертвой точке и линейную величину камеры сжатия.
Устанавливают кулачковые валы топливных насосов. Затем монтирует коллекторы и трубопроводы масла внутри блока, устанавливают валоповоротный механизм и привод масляного насоса и регулятора.
Установив топливные насосы и их толкатели объединенный регулятор, приступают к окончательной регулировке механизма управления дизелем. После постановки форсунок, сборки масляных и топливных трубопроводов, закрытия различных крышек и люков дизель соединяют с тяговым генератором и подвергают испытаниям (на капитальном ремонте) или монтируют на тепловозе ( при ремонте ТР-3).
Каждый дизель-генератор после капитального ремонта должен пройти обкатку и доводочно-регулировочное испытание в течение 15часов и сдаточное испытание в течение 4часов на стационарном стенде.
После текущих ремонтов ТР-2, ТР-3 проводятся полные реостатные испытания – обкаточные в течении 4 часов и сдаточные в течении 1часа
Вопрос 5: Позвоночный столб: строение, развитие, видовые особенности
По своему развитию позвоночный столб (columna vertebralis) формируется вокруг спинного мозга, образуя для него костное вместилище. Помимо защиты спинного мозга, позвоночный столб выполняет в организме и другие важные функции: является опорой для органов и тканей туловища, поддерживает голову, участвует в образовании стенок грудной, брюшной полостей и таза.
Позвоночный столб (columna vertebralis) состоит из отдельных элементов — позвонков (vertebra). Каждый позвонок имеет: тело (corpus vertebrae), головку (caput vertebrae), ямку (fossa vertebrae), вентральный гребень (crista ventralis), дужка (arcus vertebrae), а между дужкой и телом образуется отверстие позвонка (foramen vertebrae). Все отверстия позвонков вместе формируют позвоночный канал (canalis vertebralis) для спинного мозга, а каудальная и краниальная позвоночные вырезки (incisures caudalis et cranialis) образуют межпозвоночное отверстие (foramen intervertebrale) для нервов и сосудов. По краям дужек выступают краниальные и каудальные суставные отростки (processus articularis cranialis et caudalis), которые служат для сочленения позвонков друг с другом. Выступает остистый отросток (processus spinosus) – закрепление мышц и связок.
Позвоночный столб делится на шейный, грудной, поясничный, крестцовый и хвостовой отделы. Поперечные отростки (processus transversus) в грудном отделе нужны для сочленения позвонков с ребрами, а поперечно-реберные, сосцевидные и остистые (processus costo- transversarium, mamillaris, spinosus) — для прикрепления мышц.
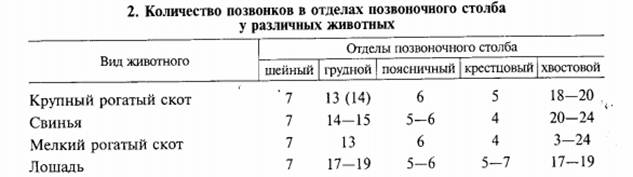
Количество позвонков в каждом отделе различное и зависит от видовых особенностей животных. Так, в шейном отделе у большинства млекопитающих(кроме ленивца и ламантина) по 7 позвонков. Они делятся на: 1й- атлант, 2й – эпистрофей, 3й,4й,5й- типичные, 6й, 7й.
· 1й (атлант — atlas), состоит их двух дужек (arcus dorsalis et ventralis), на них соответственно - бугороки (tuberculum dorsale et ventrale). Поперечные отростки образуют крылья атланта(ala atlantis). Под крылом имеется ямка атланта(fossa atlantis), на крыльях – две пары отверстий для сосудов и нервов - крыловое (foramen alare) и межпозвоночное (foramen intervertebrale),имеются краниальные и каудальные суставные ямки (fovea articularis cranialis et caudalis). ОСОБЕННОСТИ: поперечные отверстия на атланте быка домашнего отсутствуют.
· 2й (эпистрофей осевой — axis), характеризуется наличием зуба (dens) вместо головки позвонка и гребня (crista dorsalis) вместо остистого отростка, также поперечный отросток (processus transversus) одинарный.
· 3й,4й,5й- типичные. – их поперечные отростки срослись с реберными, образовав - поперечно-реберные (processus costo-transversarium), а остистые отростки наклонены в сторону головы.
· 6й и 7й позвонки - отличаются от остальных по форме и являются атипичными. 6й – вместо вентрального гребня имеет массивную вентральную пластинку (lamina ventralis). 7й - не имеет поперечного отверстия, но имеет каудальные реберные ямки (fovea costalis caudalis) на теле позвонка.
В грудном отделе позвоночных у КРС и собак по 13 позвонков, у свиней 14— 17, у лошадей 18. Грудные позвонки (vertebrae thoracicae) вместе с ребрами и грудиной формируют грудную клетку. Позвонки этого отдела имеют каудальные и краниальные реберные ямки (fovea costalis caudalis et cranialis), реберные фасетки на поперечных отростках (fovea costalis processus transversalis). Остистый отросток (processus spinosus) наклонен назад к хвосту. Остистые отростки позвонков со 2ого по 9й образуют основу холки (regio interscapularis). Остистый отросток 13ого (у свиньи 12ого, у лошади 16ого, у собаки 11ого) позвонка стоит отвесно – диафрагмальный. На поперечных отростках (processus transversus) расположены сосцевидные отростки (processus mamillaris).
В поясничном отделе позвоночника у КРС и лошадей по 6 позвонков, у свиней и собак по 7. Поясничные позвонки (vertebrae lumbales), хар-ся наличием длинных, плоских поперечных отростков и хорошо развитых суставных отростков.(У быка домашнего:) тела позвонков с талиеобразным перехватом, поперечные отростки с острыми неровными краями и загнуты вперед к голове. Остистые отростки стоят отвесно. Краниальные суставные отростки образуют полуцилиндрические втулки, а каудальные – такие же блоки.
В крестцовом отделе позвоночника позвонки(vertebrae sacrales) срастаются в одну кость — крестец (os sacrum), который состоит у КРС и лошадей из 5 позвонков, у свиней из 4, а у собак из 3.
Остистые отростки слились в медиальный крестцовый гребень (crista sacralis mediana),междужковые отверстия отсутствуют. Межпозвоночные вырезки образовали 4 пары дорсальных и вентральных крестцовых отверстий (foramina sacralia dorsalia et ventralia). Поперечные отростки слились – зазубренные боковые части (partes lateralis). Первые два попереч-х отростка образовали крылья крестца (ala sacralis). На крыльях дорсально располагается ушковидная пов-ть (facies auricularis), вентральная пов-ть – тазовая (facies pelvina). На вентр. Пов-ти видны поперечные линии (lineae transversae), здесь же проходит сосудистый желоб. Головка вентрально образует мыс кресца (promontorium). Есть и крестцовый канал (canalis sacralis).
Хвостовой отдел позвоночника наиболее непостоянен по количеству позвонков, которых у собак 20-23, у свиней 20 — 25, у КРС 18 — 20, у лошадей 18—20. В строении хвостовых позвонков(vertebrae caudales(coccygeae)) наблюдается постепенная редукция дуги. На вентральной стороне со 2ого по 13 хорошо развиты гемальные отростки (processus hemalis).
| <== предыдущая лекция | | | следующая лекция ==> |
| Природного середовища. | | | Дарства. |