Соединение чугунных труб
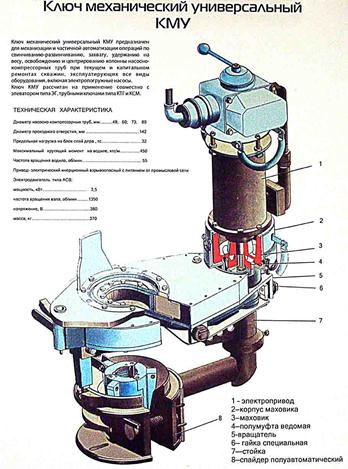
Трубопроводы из чугунных труб монтируются разъемным способом «враструб». Чугунные трубы выпускаются гладкими и с раструбами на концах. Гладкая труба вставляется с в раструб другой, а образовавшиеся зазоры зачеканиваются растворами на основе цемента, асбестоцемента, серы и других веществ. Для герметизации стыков в чугунных трубах применяются и другие материалы в виде резиновых колец, манжет, герметиков и прочих. Соединение асбестоцементных труб производится с помощью муфт в виде цилиндров из такого же материала. Концы труб имеют нарезку, куда наматывается уплотнительный материал — просмоленная пакля, сверху соединения обмазываются битумом, асбестоцементным раствором или цементным раствором. Устройство трубопроводов часто требует устройства различных ответвлений, подсоединения к каким-то аппаратам и здесь понадобятся фасонные изделия для соединения труб. К таким деталям относятся тройники, позволяющие соединять в один узел три трубы. Примечательно, что такие тройники делают возможным соединения труб разного диаметра. Для соединения в одном узле четырех труб используют крестовины, которые также позволяют соединять трубы разных диаметров. Для свинчивания и развенчивания труб используют ключ механический универсальный. Механический универсальный ключ КМУ-50 позволяют механизировать свинчивание и развенчивание насосно-компрессорных труб с диаметрами от 4 до 114 мм и обеспечивают надевание хомутов для крепления токонесущего кабеля диаметрами от 27, 5 до 34, 7 мм на колонны труб при спуске, удержание, освобождение и центрирование колонны труб и снятие хомутов при подъеме колонны труб, имеет разрезную конструкцию вращателя и спайдер; что, с одной стороны, упрощает его установку устье скважины, а с другой усложняет его эксплуатацию, поскольку условия работы редуктора существенно ухудшаются за попадания в него грязи. Ключ состоит из блока вращателя с электроприводом, слайдера с блоком клиньев и блока управления электроприводом. Полуавтоматический спайдер состоит из резервного корпуса, сменных блоков клиньев для труб диаметром 60, 73 и 89 мм, рукоятки управления и хомута. К корпусу слайдера приварена стойка, на которой устанавливается вращатель. Во время работы спайдер закрепляется на устье скважины. Вращатель представляет собой двухступенчатый редуктор, рабочим органом которого является разрезное колесо с установленным на нем водилом. При совмещении прорезей колеса и корпуса ключ, может быть, надвинут на трубу и установлен в рабочее положение. При монтаже санитарно-технических систем наиболее Широко применяют стальные трубы. Трубопроводы санитарно-технических систем, по которым перемещаются вода, пар, газ, состоят из отдельных участков труб, соединенных между собой на резьбе, сварке, фланцах, а также накидными гайками. Места соединения труб (стыки) должны быть такими же прочными, герметичными и долговечными, как и сами трубы. Большинство соединений на трубах изготовляются неразъемными (сварными, резьбовыми), но для возможности демонтажа трубопроводов при их ремонте, а также в местах установки арматуры предусматриваются разъемные соединения (фланцевые, накидной гайкой). Соединение труб на резьбе, обеспечивающее герметичность и прочность соединения, выполняется простыми, безопасными в обращении инструментами, но требует больших затрат времени на сборку, чем сварное соединение. Из-за уменьшения толщины стенки трубы в месте нарезки резьбы снижается долговечность соединения, и поэтому такое соединение можно использовать только в местах, доступных для осмотра и ремонта. Трубы на резьбе соединяют путем нарезки или накатки наружной резьбы на концах соединяемых труб и навертывания муфты с резьбой. Чтобы предотвратить утечку воды через зазор между муфтой и трубой, его заполняют уплотнительным материалом. При соединении используют трубную цилиндрическую и реже коническую (ГОСТ 6211—81; резьбу. Цилиндрическая резьба (ГОСТ 6357—73) может быть нарезной или накатной; последняя формуется на тонкостенных трубах. Для обеспечения прочности трубы критическая (минимальная) толщина стенки трубы должна быть не менее определенной величины. При изготовлении резьбы две последние нитки имеют неполный профиль, называемый сбегом. Для неразъемных резьбовых соединений используется короткая резьба, длина которой несколько меньше половины длины муфты. В этом случае между концами соединяемых труб остается зазор 2... 3 мм, что позволяет заклинить муфту на сбеге резьбы и герметизировать соединение. Разъемные резьбовые соединения выполняют с помощью сгона, который соединяется с трубами муфтами и уплотняется контргайкой. На концах сгона нарезается короткая и длинная резьба. Длина последней должна быть такова, чтобы на нее при разъединении сгона муфта и контргайка навинчивались свободно. Длины резьбы сгона зависят от диаметра трубы. Для присоединения боковых ответвлений, изменения диаметра, направления трубопровода используют соединительные части. Трубы на резьбе соединяют в такой последовательности: размечают и отрезают трубы, нарезают или накатывают резьбу, выбирают и укладывают уплотнительный материал, собирают соединение. Разметку и отрезку труб производят вручную или на станках. Концы труб должны быть отрезаны перпендикулярно оси и не иметь заусенцев. Чтобы облегчить нарезание первых витков резьбы, следует снять фаску снаружи трубы. Резьбу нарезают вручную раздвижными или разрезными клуппами или плашками. Для облегчения нарезки используют приспособления, состоящие из зажимного устройства, в котором закрепляют трубу, и плашкодержателя с плашкой, поворачивающегося рукоятками в направляющей опоре.
В заводских условиях резьбу нарезают тангенциальными плашками на резьбонарезных станках. На тонкостенных водо-газопроводных трубах резьбу накатывают накатными головками; нарезать резьбу на таких трубах не допускается, так как толщина стенки уменьшается ниже критической SKP. Резьба должна быть ровной, чистой, а также иметь полный профиль и одинаковый диаметр витков. В пределах рабочей части резьбы (без сбега) не должно быть сорванной пли неполной резьбы более 10% от общей длины. Перекос резьбы не допускается, так как в этом случае толщина стенки может быть меньше критической. Уплотнительный материал для резьбового соединения выбирают в зависимости от температуры теплоносителя. При температуре теплоносителя до 105 °С применяют льняную прядь, пропитанную суриком или белилами, которые замешаны на натуральной олифе, при большей температуре — асбестовый шнур с льняной прядью, который пропитывают графитом, замешанным на натуральной олифе. При температуре теплоносителя до 200 С используют ленту и шнур ФУМ (фторопластовый уплотнительный материал). При укладке уплотнительной льняной пряди сначала резьбу промазывают суриком или белилами. На короткую резьбу льняную прядь наматывают со второй нитки от торца трубы по ходу резьбы тонким ровным слоем врасстилку, без обрыва. Прядь, которая должна быть сухой, предварительно тщательно рассучивают так, чтобы волокна хорошо отделялись. Намотанную прядь сверху по ходу резьбы промазывают разведенным суриком. Прядь не должна свисать с конца трубы или входить внутрь нее, так как это может вызвать засорение трубопровода. Асбестовый шнур с льняной прядью наматывают от сбега к началу резьбы, что позволяет более- плотно уложить его на резьбе и не сбить при навинчивании фасонной части. Ленту ФУМ наматывают на резьбу, очищенную от загрязнений, по направлению резьбы. Собирают соединения на резьбе с помощью трубных ключей различных конструкций. Раздвижной ключ состоит из неподвижного рычага и подвижной губки, которая соединена с рычагом обоймой 6-. Ключ регулируют в зависимости от диаметра трубы гайкой. Рычажный ключ состоит из неподвижного рычага, соединенного с подвижным рычагом обоймой. Степень раскрытия губок регулируют гайкой. Ключи изготовляют пяти размеров: № 1 — для труб диаметром от 15 до 25 мм, № 2 — диаметром от 15 до 38 мм, № 3 — от 15 до 50 мм, № 4 — от 20 до 75 мм и № 5 — от 25 до 100 мм. Цепной ключ состоит из рычага, на одном конце которого закреплена цепь и щечки. Ключ предназначен для соединения труб диаметром 10... 114 мм. Накидной ключ состоит из рычага, который соединен с подвижной губкой посредством головки, позволяющей изменять расстояние между губками и захватывать трубы диаметром 10... 90 мм. На заготовительных предприятиях используют приводные ключи и гайковерты, приводимые в движение электродвигателями. Соединяемые трубы должны быть прочно закреплены в прижиме, тисках или на месте монтажа. Муфты или соединительные части навертываются на резьбу, на которую нанесен уплотнительный материал, трубным ключом до отказа так, чтобы соединительная часть или арматура надежно заклинивалась на сбеге резьбы. При свинчивании груб не разрешается подавать назад навинченную соединительную часть, чтобы герметичность соединения не нарушилась. Если фасонная часть или арматура не заняла требуемого положения и ее нельзя повернуть по ходу резьбы, то нужно разобрать соединение и вновь его собрать, применив новые уплотнительные материалы. Сгоны соединяют следующим образом. На длинную резьбу насухо навертывают контргайку и муфту. Затем свинчивают муфту с длинной резьбы и навинчивают ее, применяя уплотнительный материал, на короткую резьбу трубы до конца. Далее наматывают у торца муфты по ходу резьбы свитый в жгутик уплотнительный материал и контргайку плотно подгоняют к муфте. Жгутик помещается в фаске муфты и препятствует просачиванию воды или пара по резьбе. Если в муфте отсутствует фаска, жгутик уплотнительного материала выдавливается контргайкой и соединение не будет достаточно плотным. Места соединения труб очищают от выступающего уплотнительного материала ножовочным полотном., „ Соединения на резьбе следует выполнять после сварки трубопровода. Если же необходимо выполнить сварной стык после уплотнения резьбового соединения, то он должен располагаться на расстоянии не менее 400 мм от резьбового соединения. Сварное соединение труб нашло наибольшее распространение благодаря высокой прочности, герметичности и долговечности стыка. Однако для выполнения сварного соединения требуется сложное пожаро-взрывоопасное оборудование и высокая квалификация рабочего. При сварке образуются наплывы расплавленного металла на внутренних стенках трубы, что увеличивает сопротивление движению жидкости, особенно в трубопроводах малого диаметра (10... 32 мм). Чтобы исключить это, применяют сварку враструб. Сварное соединение осуществляется оплавкой концов труб и заполнением зазора между трубами жидким металлом, который, застывая, образует прочное и герметичное соединение. Соединение на фланцах — наиболее распространенный вид разъемного соединения трубопроводов, что обусловлено простотой конструкции, легкостью сборки и разборки, распространенностью фланцевой трубопроводной арматуры. Соединение на фланцах, выполняют в виде двух дисков с отверстиями — фланцев, которые закрепляются на концах труб с помощью резьбы, сварки или отбортовки. Между фланцами помещают уплотнительную прокладку, которая сжимается болтами с гайками. Такое соединение, используемое в основном для создания разъемных соединений труб, при установке арматуры не допускается заделывать в строительные конструкции. Фланцы, изготовленные из стали по стандартизованным размерам (ГОСТ 12815—80), приваривают к трубе. Торцовые поверхности фланцев должны быть перпендикулярны оси трубы. Конец трубы, включая шов приварки фланца к трубе, не должен выступать за плоскость фланца. Уплотнением между фланцами служит прокладка. Уплотнительная прокладка, воспринимающая внутреннее давление и температурные удлинения трубопровода, должна обладать достаточной упругостью и прочностью. Ее изготовляют путем вырубки или вырезки из листового материала в форме шайбы. При температуре среды до 105 °С применяют термостойкую резину, при большей температуре — паронит толщиной 2... 3 мм. На паропроводах давлением до 0, 15 МПа в качестве уплотнительной прокладки используют асбестовый картон толщиной 3... 6 мм. Прокладка должна доходить до болтовых отверстий и не выступать внутрь трубы. Поэтому внутренний диаметр прокладки не должен доходить па 2... 3 мм до края трубы, а наружный диаметр — до болтов на 2... 3 мм. Перед сборкой фланцевого соединения концы трубопроводов располагают так, чтобы плоскости фланцев были параллельны одна другой. Отклонения от плоскости фланцев должны быть не более 0, 2 мм на каждые 100 мм наружного диаметра фланца. Коническими оправками, вставляемыми в отверстия, фланцы центрируют так, чтобы болтовые отверстия в обоих фланцах совпадали. Далее между фланцами устанавливают одну прокладку. Использовать скошенные прокладки или несколько прокладок для компенсации перекосов фланцев или большого расстояния между ними не допускается. Не снимая оправок, в свободные отверстия вводят болты и навинчивают на них гайки без сильного нажима. После этого оправки вынимают и заменяют их болтами с гайками. Болты вводят в отверстия фланцев так, чтобы их головки располагались с одной стороны соединения. На вертикальных трубопроводах головки располагаются сверху. Диаметр болта должен соответствовать диаметру отверстия во фланце. Длину болтов выбирают такой, чтобы болт выступал из гайки не более чем па 0, 5 диаметра болта. На болты навертывают гайки без натяга и после выравнивания прокладки их затягивают гаечным ключом. Чтобы обеспечить равномерное уплотнение прокладки и исключить перекос фланцевого соединения, гайки затягивают постепенно и равномерно по окружности фланца. Для этого сначала подтягивают попарно гайки, расположенные диаметрально противоположно на фланце, затем гайки — па диаметре, перпендикулярном первому, и так попарно, крестообразно подтягивают все гайки до упора. Соединение накидной гайкой используется в тех случаях, что и соединение на фланцах, но в основном для труб небольшого диаметра. Соединение имеет небольшие габариты и требует меньших затрат времени для сборки, чем фланцевое. Чтобы выполнить такое соединение, на конец одной трубы надевают накидную гайку и конец отбортовывают; на второй трубе закрепляют патрубок с резьбой или нарезают резьбу. Торцы, между которыми помещается уплотнительная прокладка, стягивают накидной гайкой, навертываемой на резьбу. При сборке стальных труб на резьбе и на фланцах для повышения производительности труда необходимо максимально использовать механизированный инструмент и рационально располагать материалы, инструменты и приспособления на рабочем месте. При проведении этих работ на объекте применяют верстак, на котором устанавливается прижим, укрепляется приспособление для нарезки труб, трубогиб и другие устройства для обработки труб. Техника безопасности. При соединении труб необходимо пользоваться исправным инструментом, работать в спецодежде и рукавицах. Все обрабатываемые и соединяемые детали должны быть надежно закреплены в прижиме, тисках и т. д. Трубные ключи следует подбирать в зависимости от диаметра собираемых труб. На губках трубных ключей должна быть хорошая насечка, препятствующая их скольжению при вращении труб. Не разрешается работать трубными ключами со сработанными губками. Запрещается удлинять рычаги ключей, надевать обрезки труб на них. Работая на станках (труборезных, трубонарезных и т. д.), необходимо перед пуском проверить наличие кожухов над плашками, муфтами и другими вращающимися деталями, исправность заземляющих устройств, надежность закрепления инструмента и обрабатываемых труб. Снимать и заменять инструмент, замерять резьбу можно только после полной остановки станка.
|