Пример № 5
Эскиз детали
Рис. 2.13
Эскиз заготовки
Рис. 2.14 Нижепредставлен текст управляющей программы T1 G54 G90 G0 X15 Y30 Z3 S1500 M3 G1 F10 Z-0.2 G1 X27 G2 X43 Y30 I8 J0 F10 G1 X55 G1 Z3 G0 Y26 G1 Z-0.2 G1 X43 G2 X27 Y26 I-8 J0 F10 G1 X15 G1 Z3 G53 G0 X70 Y25 Z50 M30
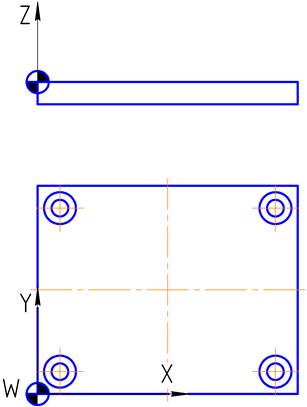
В предыдущем примере управляющая программы была написана в системе координат станка, теперь для написания программы воспользуемся системой координат детали и в настройках станка укажем смещение между этими двумя системами координат. Итак, нулевая точка находится в левом нижнем углу детали (Рис. 2.15)
Рис. 2.15 T1 В данном кадре программируется номер используемого (вызываемого) инструмента, т.е. используем инструмент номер 1. G54 G90 G54 это включение смещения системы координат детали относительно системы координат станка. G90 говорит о том, что программирование осуществляется в абсолютной системе координат G0 X15 Y30 Z3 При помощи быстрого перемещения по воздуху, о чем свидетельствует функция G0, задаем перемещение фрезы в точку с координатами X15 Y30 Z3 (Рис. 2.16).
Рис. 2.16 S1500 M3 Задаем обороты шпинделя в 1500 об/мин и включаем шпиндель. G1 F10 Z-0.2 Опускаемся по оси Z до точки с координатой Z-0,2 на подаче F10 (10 мм/мин) при этом происходит врезание в материал. Данная точка находится в теле заготовки.
Рис. 2.17 G1 X27 Здесь задается перемещение по оси X в точку с координатой X27, при этом происходит фрезерование канавки шириной 2 мм (по диаметру фрезы).
Рис. 2.18 G2 X43 Y30 I8 J0 F10 Этим кадром запрограммировано движение по дуге. Формирование этого кадра осуществляется при помощи диалогового окна.
Рис. 2.19
Рис. 2.20 G1 X55 Здесь задается перемещение по оси X в точку с координатой X55.
Рис. 2.21 G1 Z3 Этим кадром задается выход из материала на 3 мм выше поверхности заготовки.
Рис. 2.22 G0 Y26 Здесь задается перемещение по оси Y в точку с координатой Y26.
Рис. 2.23 G1 Z-0.2 Опускаемся по оси Z до точки с координатой Z-0,2 на подаче 10 мм/мин.
Рис. 2.24 G1 X43 Здесь задается перемещение по оси X в точку с координатой X43.
Рис. 2.25 G2 X27 Y26 I-8 J0 F10 Этим кадром запрограммировано движение по дуге. Формирование этого кадра осуществляется при помощи диалогового окна.
Рис. 2.26
Рис. 2.27 G1 X15 Перемещение по оси X в точку с координатой X15.
Рис. 2.28 G1 Z3 Подъем наверх.
Рис. 2.29 G53 Отмена смещения системы координат. G0 X70 Y25 Z50 Отвод фрезы на безопасное расстояние. M30 Останов вращения шпинделя, конец программы.
|