Пример № 2
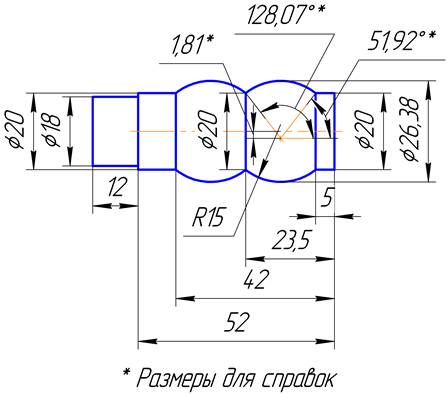
Эскиз детали
Рис. 1.23 Эскиз заготовки
Рис. 1.24 Нижепредставлен текст управляющей программы
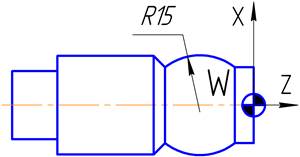
Рис. 1.25 Пояснения: В предыдущем примере управляющая программы была написана в системе координат станка, теперь для написания программы воспользуемся системой координат детали и в настройках станка укажем смещение между этими двумя системами координат. Итак, нулевая точка находится на правом торце детали (Рис. 1.26), тонкой линией показан контур заготовки.
Рис. 1.26
Обработка данной детали будет происходить в четыре этапа. Зоны обработки для каждого этапа обозначены цифрами (Рис. 1.27), цифры так же соответствуют последовательности выполнения этапов обработки.
Рис. 1.27 Первый этап (1) – обточка до диаметра 26,6; Второй этап (2) – обточка ступени до диаметра 20; Третий этап (3) – формирование радиуса 15; Четвертый этап (4) – формирование радиуса 15; Пятый этап (5) – обточка до диаметра 20. T1 В данном кадре программируется номер используемого (вызываемого) инструмента. Т.е. используем инструмент номер 1. S1000 M3 Здесь программируется число оборотов шпинделя (S1000) и вспомогательная функция (М3) дающая команду на запуск двигателя. Число оборотов шпинделя – 1000 об./мин., запустить двигатель с вращением против часовой стрелки. G54 M71 G90 G54 это включение смещения системы координат детали относительно системы координат станка. В примере № 1 смещение не использовалось. M71 это включение периодических торможений которые обеспечивают слом стружек. G90 означает что программирование осуществляется в абсолютной системе координат. G0 X31 Z2 При помощи быстрого перемещения по воздуху, о чем свидетельствует функция G0, задаем перемещение резца в точку с координатами X31 Z2 (Рис. 1.28).
Рис. 1.28
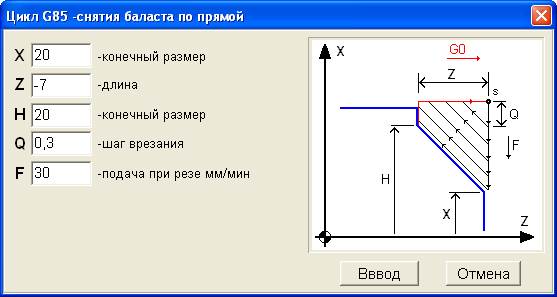
G85 X26,6 Z-55 H26,6 Q0,3 F30 Первый этап обработки. Обточка до диаметра 26,6 Формирование этого кадра осуществляется при помощи диалогового окна цикла (Рис. 1.29).
Рис. 1.29
X26,6 - диаметр, до которого необходимо произвести обточку. Z-55 - длина проточки, задается в приращениях относительно начальной точки. Координаты начальной точки определяет предыдущий кадр, в котором задается перемещение в точку с координатами X31 Z2. -55 означает то, что обработка пойдет в сторону уменьшения координат на 55 мм. Размер 55 мм складывается из общей длины заготовки (52 мм), безопасного расстояния перед врезанием (2 мм) и величины перебега (1 мм) (Рис. 1.30).
Рис. 1.30
H26,6 - поскольку проточка цилиндрическая, а не коническая здесь указывается тот же диаметр что и в X26,6. Q0.3 - поскольку обработка осуществляется за несколько проходов то здесь указывается величина одного. F30 - величина продольной и поперечной подач при обработке резанием, задается в мм/мин. После выполнения этого кадра и завершения первого этапа обработки (Рис. 1.24) заготовка примет вид показанный на Рис. 1.31.
Рис. 1.31 G0 X26,6 Z2 Этим кадром задается быстрое перемещение в точку с координатами X26,6 Z2 (Рис. 1.32), эта точка является начальной точкой для задаваемого в следующем кадре цикла.
Рис. 1.32 G85 X20 Z-7 H20 Q0,3 F30 Второй этап обработки. Обточка ступени до диаметра 20. Формирование этого кадра осуществляется при помощи диалогового окна цикла (Рис. 1.33). Эта обработка осуществляет обточку ступени до диаметра 20. Второй этап обработки.
Рис. 1.33
Длина обточки (7мм) складывается из длины ступенчатой обточки и безопасного расстояния перед врезанием (2 мм). После выполнения этого кадра и завершения второго этапа обработки (Рис. 1.24) заготовка примет вид показанный на Рис. 1.34
Рис. 1.34 G0 X27 Z-2.5 Этим кадром задается быстрое перемещение в точку с координатами X27 Z-2,5 (Рис. 1.35), эта точка является начальной точкой для задаваемого в следующем кадре цикла.
Рис. 1.35
G86 X-3,62 Z-14,25 R15 L19 V51,92 W128,07 Q0,3 F30 Третий этап обработки. Формирование радиуса 15. Этот кадр задает обработку по дуге за несколько проходов. Формирование этого кадра осуществляется при помощи диалогового окна цикла (Рис. 1.36).
Рис. 1.36
X-3,62 Z-14,25 - здесь задаются координаты центра дуги; R15 - конечный радиус обработки; L19 - начальный радиус обработки; V51,92 - начальный угол, определяется исходя из геометрического расчета; W128,07 -конечный угол определяется исходя из геометрического расчета; Q0.3 - поскольку обработка осуществляется за несколько проходов то здесь указывается величина одного. F30 - величина продольной и поперечной подач при обработке резанием, задается в мм/мин.
После выполнения этого кадра и завершения третьего этапа обработки (Рис. 1.24) заготовка примет вид показанный на Рис. 1.37
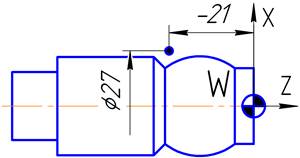
Рис. 1.37 G0 X27 Z-21 Этим кадром задается быстрое перемещение в точку с координатами X27 Z-21 (Рис. 1.38), эта точка является начальной точкой для задаваемого в следующем кадре цикла.
Рис. 1.38 G86 X-3,62 Z-14,25 R15 L19 V51,92 W128,07 Q0,3 F30 Четвертый этап обработки. Формирование радиуса 15; Задаваемый в этом кадре цикл абсолютно идентичен предыдущему циклу. После выполнения этого кадра и завершения четвертого этапа обработки (Рис. 1.24) заготовка примет вид показанный на Рис. 1.39
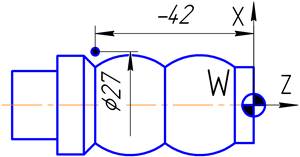
Рис. 1.39 G0 X27 Z-42 Этим кадром задается быстрое перемещение в точку с координатами X27 Z-42 (Рис. 1.40), эта точка является начальной точкой для задаваемого в следующем кадре цикла.
Рис. 1.40 G85 X20 Z-11 H20 Q0,3 F30 Пятый этап обработки. Обточка до диаметра 20. Формирование этого кадра осуществляется при помощи диалогового окна цикла (Рис. 1.41)
Рис. 1.41
После выполнения этого кадра и завершения пятого этапа обработки (Рис. 1.24) заготовка примет вид показанный на Рис. 1.42.
Рис. 1.42 G0 X35 Z10 Этим кадром задается быстрое перемещение в точку с координатами X35 Z10. Перемещение в эту точку необходимо для того чтобы можно было снять готовую деталь и поставить новую заготовку и этому не помешал резец. M30 Останов вращения шпинделя, конец программы.
|