Пример № 6
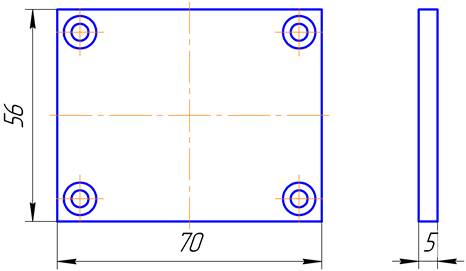
Эскиз детали
Рис. 2.34
Эскиз заготовки
Рис. 2.35 Нижепредставлен текст управляющей программы
T1 G54 G90 G0 X27 Y20 Z2 S1500 M3 G82 X27 Y20 Z-6 L16 H16 Q3 W3 V0 F10 G0 X53 Y28 G83 X35 Y28 Z-6 R18 Q8 V0 F10 G53 G0 X70 Y25 Z50 M30
T1 В данном кадре программируется номер используемого (вызываемого) инструмента, т.е. используем инструмент номер 1. G54 G90 G54 это включение смещения системы координат детали относительно системы координат станка. G90 говорит о том, что программирование осуществляется в абсолютной системе координат G0 X27 Y20 Z2 При помощи быстрого перемещения по воздуху, о чем свидетельствует функция G0, задаем перемещение фрезы в точку с координатами X27 Y20 Z2 (Рис. 2.36).
Рис. 2.36 S1500 M3 Задаем обороты шпинделя в 1500 об/мин и включаем шпиндель. G82 X27 Y20 Z-6 L16 H16 Q3 W3 V0 F10 Этим кадром задаем сверление девяти центральных отверстий расположенных «по решетке».
Рис. 2.37
Кадр сформировании при помощи диалогового окна.
Рис. 2.38 G0 X53 Y28 Этим кадром задаем перемещение в точку для начала сверления отверстий расположенных по кругу.
Рис. 2.39 G83 X35 Y28 Z-6 R18 Q8 V0 F10 Задаем сверление отверстий расположенных по кругу.
Рис. 2.40 G53 Отмена смещения системы координат. G0 X70 Y25 Z50 Отвод фрезы на безопасное расстояние. M30 Останов вращения шпинделя, конец программы.
Пример№7 использования модального цикла G79
Допустим нужно просверлить несколько отверстий глубиной 5 мм с координатами:
X20 Y15 - 1 отверстие X25 Y15 - 2 отверстие X30 Y10 - 3 отверстие X30 Y20 - 4 отверстие
Расстояние между сверлом и заготовкой 1мм, поэтому ход сверла составит 6мм. Для этих целей удобно использовать модальный цикл сверления G79. После активации этого цикла процесс сверления отверстия будет выполняться после каждого кадра, в котором было перемещение осей X или Y. ..... G0 G90 X10 Z1 - опустить сверло на исходную высоту над деталью 1мм G79 Z-6 F30 - активация цикла G79, скорость подачи сверла30мм/мин X20 Y15 - сверление 1 отверстия в детали глубиной 5 мм X25 - сверление 2 отверстия X30 Y10 - сверление 3 отверстия Y20 - сверление 4 отверстия G80 - отключение модального цикла G79 ....
|