Характеристика оборудования и его расположение на универсальном балочном стане
Балки с параллельными полками высотой до 1000-1050 мм и шириной полок до 400-410 мм (ГОСТ 6183-72) прокатывают на универсальных балочных станах. Прокатка на этих станах удобна и сравнительно проста, поскольку обжатие стенки и фланцев можно регулировать независимо одно от другого путем изменения установки горизонтальных и вертикальных валков. Исходным материалом являются слитки массой 20 т прямоугольного и двутаврового сечения. Слитки двутаврового сечения применяют для прокатки балок больших номеров (высотой более 600 мм). Сначала слитки прокатывают на двухвалковом реверсивном блюминге с диаметром валков, достигающим 1500 мм (масса каждого валка около 60 т). Валки приводятся от индивидуальных электродвигателей мощностью по 6500 кВт с частотой вращения 0-40-80 мин-1. Полученный на блюминге раскат двутаврового сечения после зачистки на МОЗ и обрези концов на ножницах попадает на универсальный балочный стан. При этом предусматривается подогрев фасонных блюмов в методических печах с шагающим подом до 1180-1250 °С перед прокаткой на балочном стане, если производятся балки высотой менее 600 мм. При прокатке балок высотой 600 мм и более металл перед станом может и не подогреваться. Универсальный балочный стан состоит из обжимной реверсивной двухвалковой клети с диаметром валков 1300 мм черновой I и предчистовой II групп клетей и чистовой клети III, расположенных последовательно. В черновой группе две клети – вспомогательная двухвалковая и универсальная; здесь осуществляется непрерывная реверсивная прокатка в двух клетях за 3-7 проходов. Диаметр валков вспомогательной двухвалковой клети 1250 мм, в ней обрабатываются только кромки полок раскатов. Клеть приводится двигателем мощностью около 3100 кВт. Универсальная клеть имеет горизонтальные валки диаметром 1350-1500 мм и вертикальные неприводные валки диаметром 950-1100 мм. Горизонтальные валки обрабатывают стенку и внутреннне поверхности полок, вертикальные – наружные поверхности полой. Универсальная клеть приводится двигателем мощностью около 7500 кВт. В предчистовой группе клетей стана, в отличие от черновой, первый по ходу прокатки установлена универсальная клеть, за ней вспомогательная двухвалковая. Здесь также осуществляется непрерывная реверсивная прокатка в двух клетях за несколько проходов. Валки обеих клетей имеют такие же размеры, как и валки клети черновой группы стана. Универсальная клеть приводится электродвигателем мощностью около 6300 кВт; вспомогательная – электродвигателем 2100 кВт. Чистовая универсальная клеть имеет валки такого же диаметра, как и другие универсальные клети. Горизонтальные валки чистовой клети имеют привод от электродвигателя 3100 кВт. В чистовой клети осуществляют только один проход без обжатия кромок фланцев. Производительность универсального балочного стана 1600 тыс. т в год.
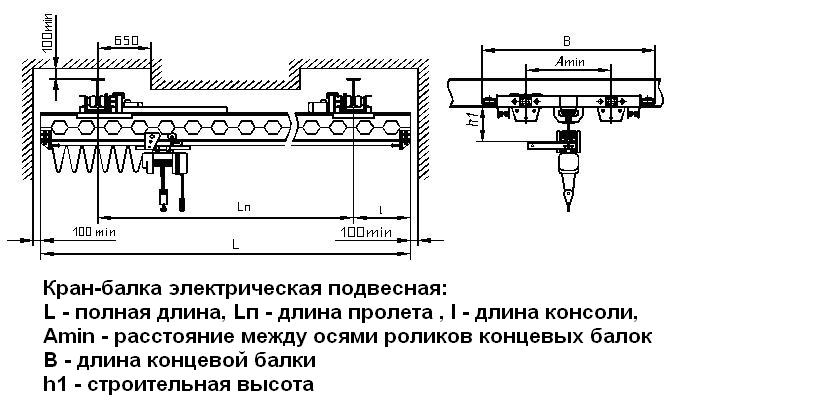
Фигура 5. Кран балка электрическая подвесная
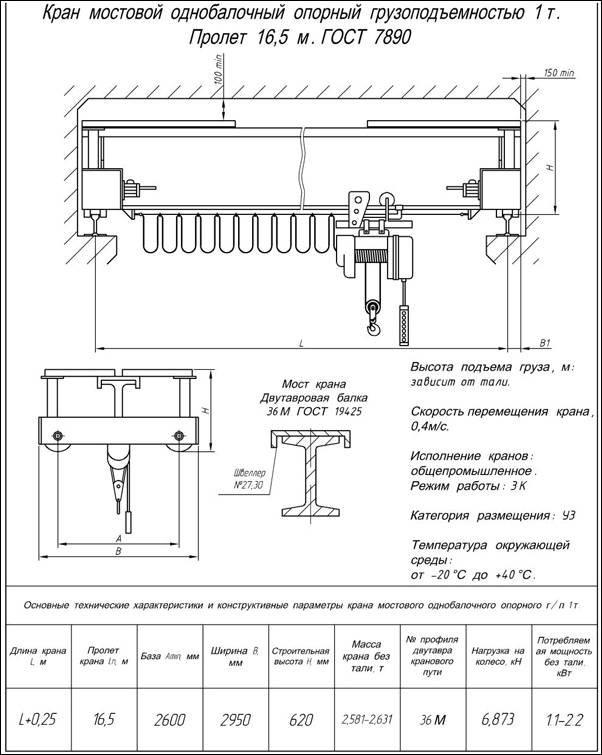
Рисунок 8. Кран мостовой однобалочный опорный грузоподъемностью 1т. Список использованной литературы 1. В. М. Никифоров. Технология металлов и конструкционные материалы. - К: «Выща школа», 1984. 2. П.И Полухина.Технология металлов и сварка.-«Высшая школа» 1977. 3.М.И. Человань и Ф.М. Человань «Системы технологий», ч.1, 2, 3, 4. 4.http://daraja.ru/kran-balka-s-telferom.
|