Допуски и посадки резьбовых соединений и деталей
Резьба должна сопрягаться только по сторонам резьбового профиля (исключение составляют паронепроницаемые резьбы), поэтому основным параметром, определяющим характер посадки резьбовой пары, является средний диаметр. Допуски на наружный и внутренний диаметры устанавливают таким образом, чтобы исключить возможность защемления по вершинам и впадинам резьбы. В бывшем СССР стандартизованы посадки с зазором (ГОСТ 16093—81), переходные (ГОСТ 24834—81) и с натягом (ГОСТ 4608—81). Наиболее распространена посадка с зазором, при которой номинальный средний диаметр равен наибольшему среднему диаметру резьбы гайки. Расположение полей допусков метрической резьбы в посадках с зазором показано на (рис. 1). Отклонения (ГОСТ 16093—81) отсчитываются от линии номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
Установлены ряды основных отклонений — верхних es для наружной резьбы (болтов) и нижних EI для внутренней резьбы (гаек), которые определяют расположение полей допусков диаметров резьбы относительно номинального профиля. Значения допусков диаметров зависят от степени точности и шага резьбы (допуск среднего диаметра зависит еще и от номинального диаметра резьбы). Стандартом регламентированы допуски среднего диаметра Td2, TD2, наружной и внутренней резьб, наружного диаметра Tdнаружной резьбы и внутреннего диаметра TD2, внутренней резьбы (см. рис. 2). Допуски средних диаметров являются суммарными, включающими отклонения собственно среднего диаметра и диаметральные компенсации отклонений шага и половины угла профиля. Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (диаметра d для болтов и диаметра D1 для гаек). Обозначение поля допуска диаметра резьбы состоит из цифры, показывающей степень точности, и буквы, означающей основное отклонение. Обозначение поля допуска резьбы включает в себя обозначение поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска наружного диаметра для болтов (внутреннего диаметра для гаек). Если обозначение поля допуска диаметра по вершинам резьбы совпадает с обозначением поля допуска среднего диаметра, то его в обозначении поля допуска резьбы не повторяют.
Посадки резьбовых деталей обозначают дробью, в числителе которой указывают обозначение поля допуска гайки, а в знаменателе — обозначение поля допуска болта. Например: М10 — 6H/6g и М10×1 — 6H/6g. В зависимости от требований, предъявляемых к точности резьбового соединения, поля допусков резьбы болтов и гаек установлены в трех условных классах точности (знаком ∗отмечены поля допусков предпочтительного применения):
Согласно ГОСТ 16093—81 допускаются любые сочетания полей допусков резьбы болтов и гаек, но сочетание полей допусков разных классов точности на средний и наружный (или внутренний для гаек) диаметры резьбы должно быть обосновано.
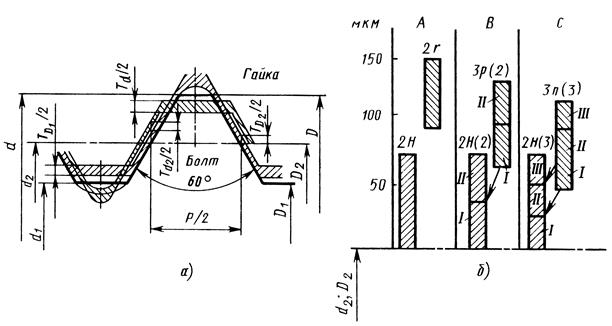
В соединениях шпилек с корпусами, а также при наличии специальных требований к резьбовым соединениям применяют переходные посадки, а также посадки с натягом. Неподвижность и прочность соединения обеспечиваются при посадках с натягом за счет натяга по среднему диаметру, при переходных посадках — за счет применения дополнительных элементов заклинивания: конического сбега, плоского бурта или цилиндрической цапфы. Схема расположения полей допусков для посадок с натягом показана на (рис. 2, а). По наружному и внутреннему диаметрам предусмотрены зазоры, компенсирующие пластическое течение материала к вершинам резьбы. Для образования полей допусков в посадках с натягом установлены основные отклонения диаметров резьбы в зависимости от степени точности.
При малых натягах не исключается вывинчивание шпилек в эксплуатации, а при чрезмерно больших натягах возможно скручивание шпилек и разрушение резьбы в корпусах при монтаже, поэтому на средние диаметры резьб деталей стандартом установлены более высокие степени точности: 3-я и 2-я — для шпилек, 2-я — для гнезд. Для обеспечения более однородных натягов в партии соединений резьбовые детали сортируют на группы. На (рис. 2, б) в качестве примера показаны схемы расположения полей допусков среднего диаметра резьбы М14×1,5 с натягом при сборке без сортировки на группы (случай А), а также с сортировкой на две (В) и три (С) группы. Номера сортировочных групп обозначены цифрами Ⅰ, Ⅱ, Ⅲ. Посадки с натягом предусмотрены только в системе отверстия, что обеспечивает технологические преимущества. Рекомендуемые поля допусков и посадки приведены в табл. (ГОСТ 4608—81).
|