Работа № 5
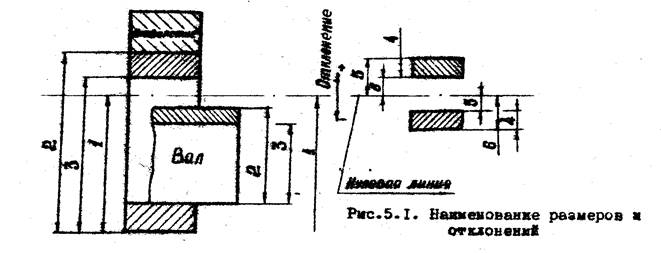
Работа № 5 ИЗМИРЕИЕ ГЛАТКИХ ЦЕЛИНДРИЧЕСКИХ ДЕТАЛЕЙ И КАЛИБРАВ РЕЧАЖНОЙ СКОБОЙ И РЕЧАЖНЫМ МЕКРОМЕТРОМ Цель работа. Ознакомление с устройством рычажной свобн в рычажного микрометра.Измерение с их помощью гладкого предельного калибра. Основные понятая ж одределеша Номинальный размер - основной размер, определяемый всхода вз функционального назначения детали,служащий началом отсчета отклонений (I ва рис.5.1).
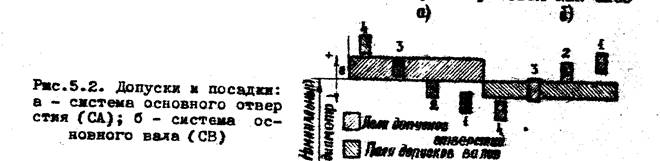
Действительный размер - размер, получаедай непосредственней намерением, с допустимой погрешностью. Пределщге размеры - два предельных - значения размера, меаду воторшв может колебаться действительный размер. Один из них называется наибольшим предельным размером, другой - наяменшщ(2 в 3). Допуск размера - разность между наибольшим в наименьшим предельными размерами (4). Верхнее предельное отклонение - алгебраическая разность между наибольшим предельны» размером в номинальном разите ром (5). Нвжаее предельное отклонение - алгебраическая разность между наименьшим предельным размером в номинальным размером {€>. Действительное отклонение - алгебраическая разность мощу действительным и номинальным размерами. При сборке двух деталей, входящих одна в дщгую, рвздавшг внеянвю "охватывающую" поверосность, в внутреннюю "охватываекуСао- верхность. Дяя круглых тел охватывающая поверхность носит обшее название "отверстие", а охватываемая - "вал". Зазор - положительная разность между размерами отверстия и вала (размер отверстия больше размера вала). Натяг - положительная разность между размерами отверстия г вала до сборке <размер вала больше размера отверстия). Посадка - характер соединения деталей, определяемый величш- ной получающихся в нем зазоров или натягов.Посадка характеризует больщую или меньшую свободу относительного перемещения соединяемых деталей ели степень сопротивления их взаимному смешению. Посад» разделяют на трв группы (рис.5.2): посадки с зазором, при которых обеспечивается зазор соединения, (С,ДД,Л,Ш,ТХ) - I я 2; посадки с натягом, при которых обеспечивается натяг,(Гр.Пд Пл) - 4;. переходные посадки, при которых могут получаться как зазоры, тан и ватага СГ,Т,Н,П) – 3
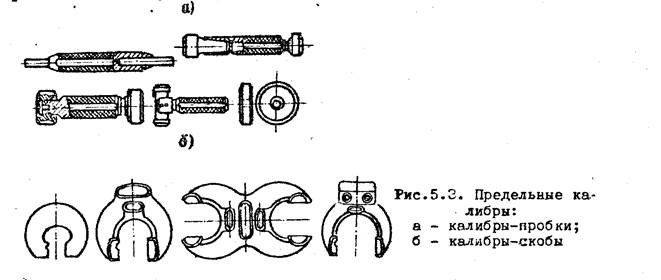
Система отверстия (СА) - характеризуется тем, что в ней всех посадок одной я той же степени точности (одного класса)«отнесенных к одному я тому же ношнальшжу диаметру, пределывю отжло- нения отверстий остаются постоянными. Осуществление раадачиыг посадок достигается путем соответст Система вала (СВ) - характеризуется тем, что в ней для всех посадок одной и той же степени точности (одного класса)отнесенных ж одному и тому же номинальному диаметру, предельные отклонения валов остаются постоянными. Осуществление различных посадок достигается путем соответствующего изменения предельных отклонений отверстий (см. рве.5.2,6). В системе вала верхнее отияойенже вала равно нулю. Такой ваг называется основам юзом (В). Обе системы является несимиетргчш- мк, предельным, причем допуск отверстюг в системе отверстая «ДО Да будет направляя в сторону увелшчаяжя отверстия (в тело)^а допуск вала в сястеие вала - в сторону уменьшения вала (в тело). Нулевая линия - служит началом отсчета отклонений от номинального размера, причем в системе отверстия она определяет размер наименьшего отверстия, а в системе вала - наибольшего вала,По- нятием "нулевая линия" пользуются при графическом построении допусков (рис.5,1 в 5.2). Калибры фёсшкапьные измерительные инструменты) предназначены для контроля размеров, формы и взаимного расположения частей изделий. В зависимости от условий применения калибры разделяются на нормальные и предельные. В соответствии с конфигурацией измерительных поверхностей калибры подразделяются на калибры для внутренних (калибры-пробки) - рис.5,3,а
Проходная сторона предельного калибра для внутренних измерений выполняется по наименьшему, а непроходная - по наибольшему предельным размерам изделия. Размеры изделия считаются выполненными в заданных пределах, если проходная сторона калибра проходит, а непроходная не проходит в проверяемое изделие. Но назначению калибры разделяются на три основные группы: рабочие калибры - для проверки изделий на рабочем месте; приемные калибры - для контроля изделий заказчиком. В качестве приемных калибров, как правило, применяются изношенные рабочие проходные калибры после исправления (в случае надобности) измерительных поверхностей; контрольные калибры - для проверки рабочих и приемных калибров. В зависимости от числа одновременно проверяемых параметров различают также элементные, или одиночные, калибры и слохные, или комплексные, калиоры. Согласно действующи» стандартам калибрам присвоены следующие обозначения. Проходная сторона рабочих калибров иди проходные рабочие калибры обозначаются буквами Р-ПР (или ПР). Непроходная сторона рабочих'калибров или непроходные калибры - Р-НЕ (или НЕ). Проходная сторона приемных калибров или проходные праотц у калибры - П-ПР. Нелроходная сторона приемных калибров или непроходные приемные калибры - П-ЫЕ. Контр-калибры для проходной стороны (или проходных) новых рабочих калибров обозначается &-РП; эти контр-калибры - проходные. Контркалибры два непроходной стороны (или непроходных) рабочих и приемных калибров - Кг-НЕ; эти калибры проходные. Контркалибры для контроля износа проходной стороны (ыи проходных) рабочих калибров - К-И; эти контркалибры непроходные. Контркалибры проходные два проверки калибров П-ПР обозначаются К-Е. ' Приводимые в соответствующих стандартах. и справочниках отклонения калибров отсчитываются от предельных размеров изделий: калибры Р-ПР (Пр),. Ц-ПР к контркалибры К-РП, Д-И и К-П*ю валов от наибольшего' предельного размера вала; калибры Р-НЕ (НЕ), П-НЕ ж контркалибры К-НЕ для валов - от калибры Р-ПР (ПР), П-ПР двя отверстий - от наименьшего предельного размера Ьтверстия; калибры Р-НЕ, (НЕ), П-ВЕ для отверстий - от наибольшего раз- мера отверстия.
|