Рычажные скобы микрометры
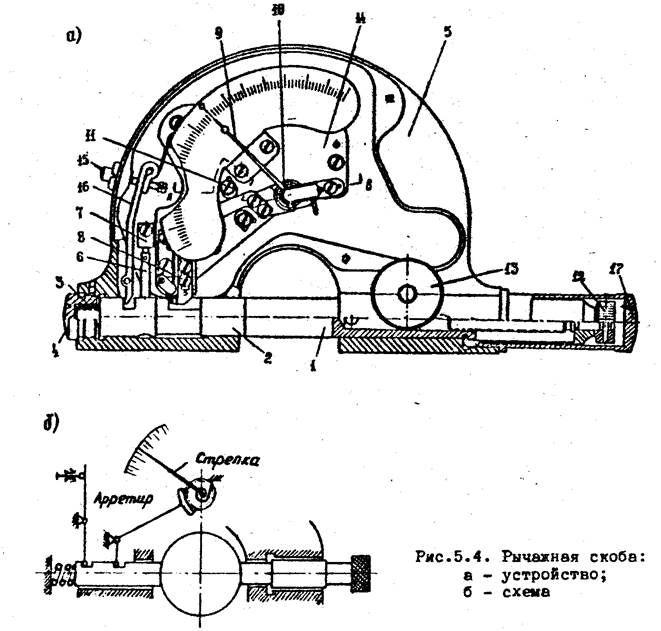
Рычажные скобы (рис.5.4) слуяат для относительных измерений размеров и выпускаются двух типоразмеров с пределами измерена 0- -25, 25-50 мм. скобы ввертыванием колпачка 4, который затем стопорится винтом. Для предохранения пятки от поворота вокруг своей осислужит палец 6, которой одням концом ввернут в пятку, а другим сферическим кодом входи* в лаз направляющей колодки 7. В вырез пятки входит малое плечо рычага 8, величина которого регулируется при сборке механизма.
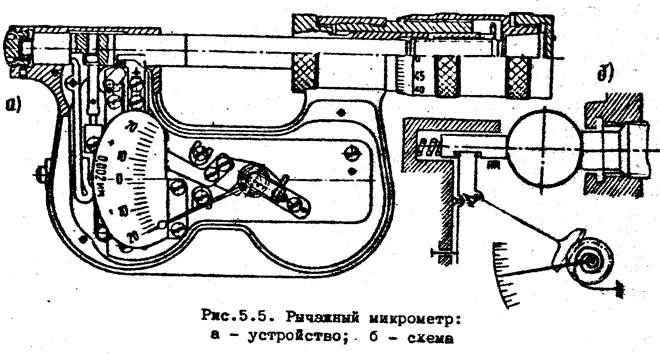
Большое плечо рычага снабжено зубчатый сектором, зацепляющимся с трибом, на оси которого сидат стрелка 9. зазоры в зацеплении выбираются пружинным пояском Ш. Крайнее положение рычага ограничивается регулируемыми упорами II. детали рычажного механизма собираются на пластине 14 и в собранном виде устанавливается в корпус скобы. Перед измерением ско- оа устанавливается на размер до блоку плиток, для этого регулируемая пятка перестанавливается в нужное положение вращением головки I2 ванта подачи, и закрепляется в установленном положении зажимом 13.После этого винт закрывается предохранительным колпачком 17.Арретир 15 через рычаг 16 позволяет отводить подвижную пятку при установке измеряемой детали мевду губками скобы,что уменьшает износ измерительных поверхностей и упрощает измерение призматических деталей. Шкала скобы имеет предел измерения 0,16 мм при цене деления 0,002 км.Для удобства проверки больших партий деталей скоба снабжена указателями пределов допусков. Указатели выполнены в виде стрелок и смонтированы на внутренней стороне кршки скобн.Перв- стаяовка указателей производится специальным ключей. Рычажные микрометры (рис.5.5) представляют собой сочетание нормальной микрометрической головки с рычажным механизмом скобы. В отличие от рычажных скоб рычажный микрометр позволяет измерять абсолютным методом, что исключает необходимость настройка рычажного механизма по блоку плиток, ото преимущество шкромзтра веред скобой особенно проявляется при измерении у деталей нескольких различных размеров, а также измерений деталей мелкосерийног.
Дра проверке точных деталей микрометр макет быть установлен на размер по блоку плиток с целью исключения влияния погрешностей адкрометрической головки на результат измерения. После установив аа размер, микрометрический винт заврепляют и проверяют партию деталей, пользуясь микрометром как рычажной скобой для сравнительных измерений. Рычажные мшфометрв выпускаются с пределами измерения 0-25, Цена деления микрометрической головки равна 0,01 ш. Предалы измерения по шкале рычажного устройства равны 0,04 мм при цене деления 0,002 мм. При измерении микрометром абсолютным методой отсчет по микрометрической головке производят после совмещения стрелки с нулевым делением шкалы. Если при этом деление конусного барабана не совпадает с продольным штрихом масштабной гильзы, то вместо глазомерной оценки доли деления целесообразно повернуть конус-г ный барабан до совпадения следующего деления с продольным штрихом. Измеренный размер определится как сумма отсчетов по микрометрической головке л шкале рычажного устройства.
|