
Загальні відомості. Фасонні різці застосовуються для обробки зовнішніх, внутрішніх і торцевих фасонних поверхонь тіл обертання на токарних верстатах
Фасонні різці застосовуються для обробки зовнішніх, внутрішніх і торцевих фасонних поверхонь тіл обертання на токарних верстатах, напівавтоматах і автоматах, а також для обробки різних фасонних поверхонь на стругальних верстатах. Вони мають ряд переваг у порівнянні зі звичайними різцями – висока продуктивність, точність розмірів, ідентичність форми виробів, не потребуючих високої кваліфікації робітника. По своїй конструкції фасонні різці складніші звичайних різців загального застосування й вузькоспеціалізовані, тобто призначені для обробки заготовок одного профілю. Це порівняно дорогий інструмент і застосовується він в основному в крупносерійному і масовому виробництві. Однак останнім часом фасонні різці стали застосовуватися в дрібносерійному й одиничному виробництві, особливо коли їхнє застосування обумовлене технічною необхідністю – неможливо одержати необхідну поверхню іншим способом. Фасонні різці можна класифікувати по різним ознакам: по інструментальному матеріалу (твердосплавні, швидкорізальні), по напрямку подачі (радіальні, тангенційні), по розташуванню бази кріплення (різці з паралельним розташуванням бази й осі заготовки і з похилим), за конструктивною формою (плоскі і стрижневі, призматичні і круглі) тощо. Найчастіше користаються класифікацією за конструктивною формою. На рисунку 8.1, а, б представлені стрижневі різці, що працюють з радіальною подачею: різець для зовнішньої обробки (рисунок 8.1, а), різець для внутрішньої обробки (рисунок 8.1, б). Ці різці найбільш прості в конструктивному відношенні. Перегострення стрижневих різців, як і всіх фасонних, виконується по передній поверхні, хоча знос в основному відбувається по задній, і величина шару, що знімається при перегосренні, визначається величиною зносу по задній поверхні. Виконується це для того, щоб спростити загострення і зберегти необхідний профіль різальних кромок при перегостреннях. Недоліками стрижневих різців є малий запас на перегострення (недостатня кількість перегострень) і значне зміщення вершини різця – найбільш виступаючої частини різальної кромки - від осі центра при перегостреннях. З метою установки вершини різця на вісі центрів доводиться використовувати прокладки, що суттєво знижує шорсткість технологічної системи різання, а отже і продуктивність. Тому стрижневі різці застосовуються в основному у дрібносерійному й одиничному виробництвах. Цих недоліків позбавлені призматичні різці (рисунок 8.1, в), що кріпляться в спеціальній державці (рис. 8.2, а) за допомогою ластівкиного хвоста, мають значно більшу висоту і можуть за допомогою спеціального регулювального гвинта з контргайкою встановлюватися після перегостреня.
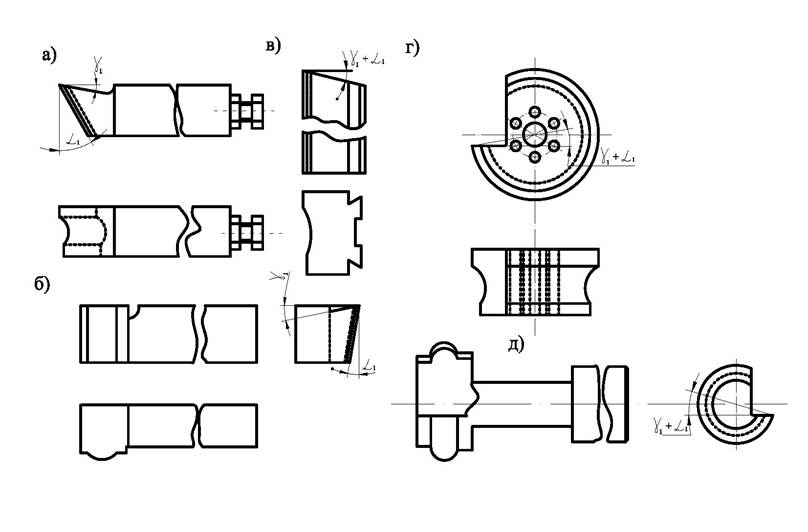
Рисунок 8.1 -
|



