Подготовка оптических волокон к сварке. Сварка ОВ.
Процесс сварки оптического волокна содержит следующие основные этапы. Снятие защитного покрытия с концов сращиваемых оптических волокон. Выполняется с помощью стриппера для зачистки оптоволокна, затем зачищенный конец обезжиривается салфеткой смоченной специальной жидкостью или спиртом. Для осуществления успешной сварки необходимо как можно реже допускать контакты с волокном. Подготовка торцов оптического волокна (скалывание). Скалывание оптического волокна осуществляется прецизионным скалывателем, который скалывает волокно на необходимую длину таким образом, чтобы угол по перпендикулярности торцов соединяемых волокон составлял не более 0,3 градуса. Скалыватель применяется для работы с одномодовым и многомодовым волокном, особенно в случаях, когда предъявляются повышенные требования к сварным соединениям.
Рис.1- прецизионный скалыватель. Установка оптического волокна в сварочный аппарат и их юстировка. Юстировка оптических волокон осуществляется в автоматическом режиме, хотя метод управления процессом в режиме реального времени позволяет оператору вмешаться в режим сварки с целью получения наилучшего результата. Сварка оптического волокна электрической дугой между двумя электродами. Режим сварки с выравниванием нагретых сердечников для одномодовых волокон с коррекцией эксцентриситета, обеспечивает стабильную центровку волокон и их последующую сварку.
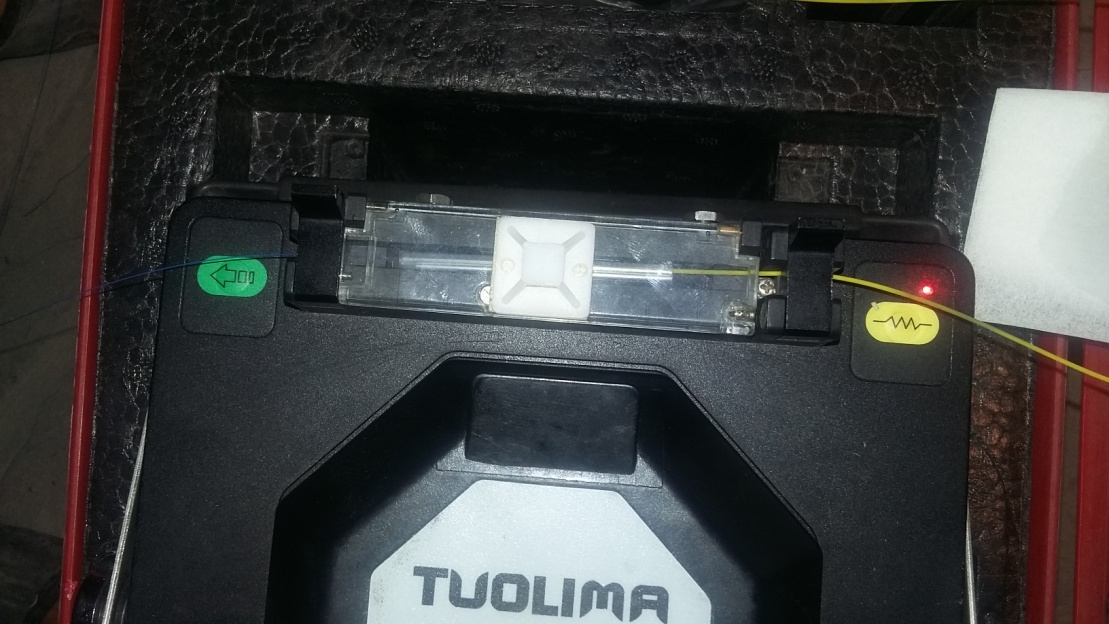
Рис.2- сварочный аппарат фирмы TUOLIMA (FSM-60S). Контроль качества сварки оптического волокна. Информация волокон обрабатывается численными методами и отображается на дисплее, что дает оператору возможность следить за процессом сварки. По тепловым изображениям, которые получаются в процессе сварки, вычисляется профиль показателя преломления сердцевины, градиент деформации сердцевины и диаметр модового пятна. Все значения даются по двум осям и используются для оптимизации результата сварки. Такой метод оценки потерь на сварном шве позволяет оценить затухание с высокой точностью.
Рис.3- дисплей сварочного аппарата. Защита и укладка сварного соединения оптического волокна. Для механической защиты волокна в месте сварки используют восстановители покрытия или термоусаживаемые гильзы – втулки из термоусаживаемого материала с упрочняющим элементом (металлический стержень или кварцевая оправка) для предотвращения изгиба волокон. Гильза надевается на одно из волокон до сварки, а затем сдвигается на нужное место и нагревается (до 90–150 градусов в течение одной минуты) во встроенной в сварочный аппарат печке для усадки гильз. Затем остывшую гильзу помещают в специальный паз сплайс-пластины оптического кросса или муфты для дополнительной защиты, а волокна укладываются вокруг гильзы.
Рис.4- использование термоусаживаемой гильзы.
Рис.5- сплайс-пластина оптического кросса.
|