Патентный информационный поиск
1.Патент RU 2208717 Автор(ы): Чудин Александр Владимирович (RU), Пищулин Александр Евгеньевич (RU), Гуров Виктор Федорович (RU), Кузнецов Евгений Антонович (RU) Дата публикации проекта: 10 Июня, 2007 Патентообладатель: Открытое акционерное общество "Станкон" (RU) Станок фрезерный с ЧПУ
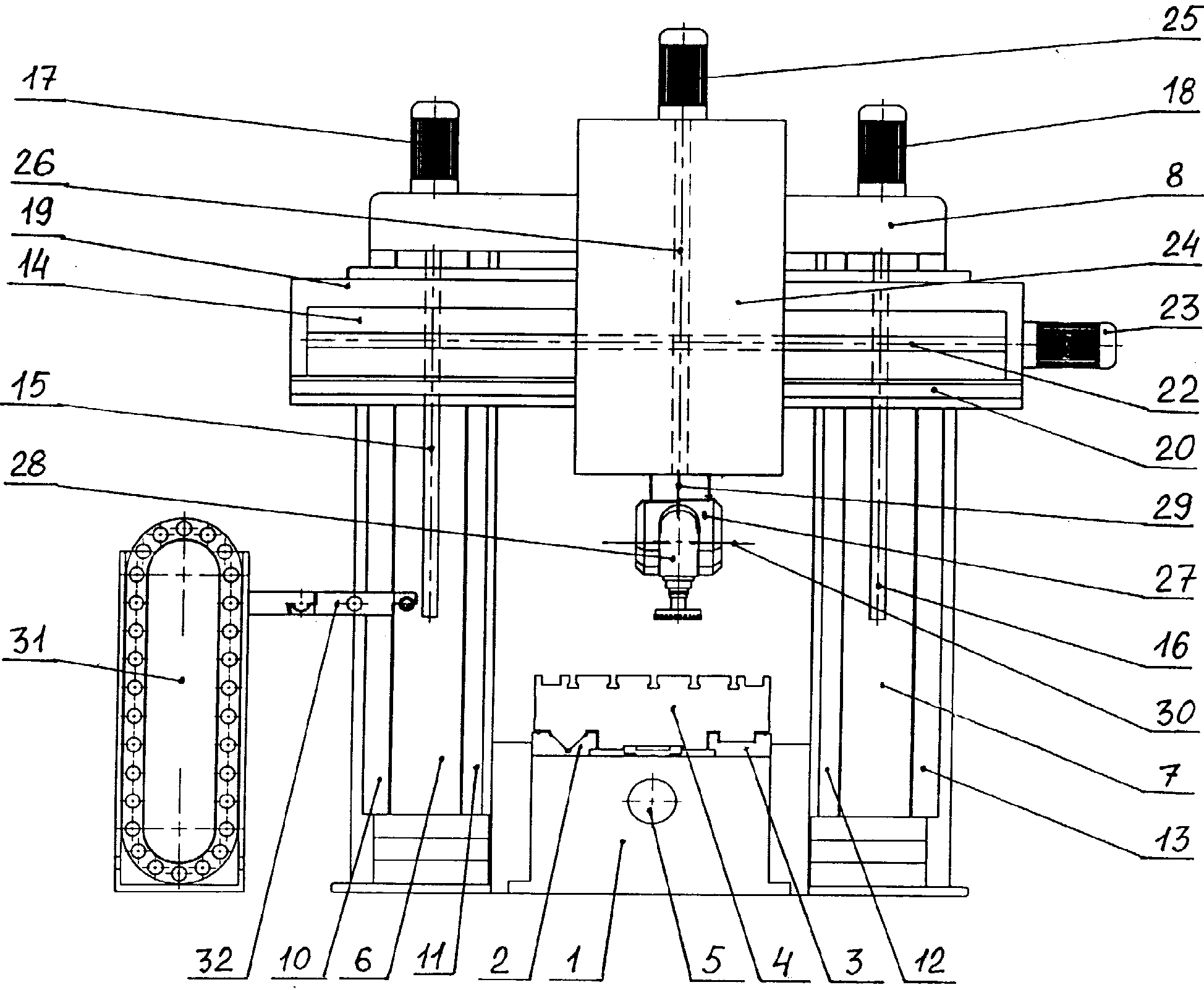
Рис 1.1 Продольно-фрезерный станок с ЧПУ содержит станину (1) с продольными направляющими и стол (4), установленный с возможностью перемещения по продольным направляющим станины. Две стойки (6, 7) прикреплены к станине с ее боков и соединены сверху поперечной балкой (8), образуя портал. На стойках закреплены вертикальные направляющие, по которым перемещается траверса (14). На траверсе закреплены горизонтальные направляющие, по которым перемещается каретка (21). На каретке закреплены вертикальные направляющие, по которым перемещается ползун (24). На ползуне закреплена фрезерная головка (27), снабженная приводом вращения шпинделя (28). Фрезерная головка выполнена двухосной с возможностью программируемого поворота шпинделя вокруг вертикальной и горизонтальной осей. Приводы перемещения стола, траверсы, каретки и ползуна выполнены в виде передач винт-гайка качения, винты которых приводятся во вращение при помощи электродвигателей и снабжены датчиками числа оборотов. Выходы датчиков соединены с входами системы ЧПУ, а выходы системы ЧПУ через преобразователи соединены с электродвигателями этих приводов. Станок снабжен инструментальным магазином (31) и рукой-манипулятором (32) смены инструмента. Данное техническое решение значительно расширяет технологические возможности станка и повышает производительность его работы. 1 з.п. ф-лы, 3 ил. Полезная модель относится к станкостроению, а именно к двухстоечным продольно-фрезерным станкам с ЧПУ, предназначенным для обработки корпусных деталей средних размеров. Известен двухстоечный продольно-фрезерный станок модели 6610 производства Минского станкостроительного завода, содержащий станину с продольными направляющими, стол, установленный с возможностью перемещения по продольным направляющим станины и снабженный соответствующим приводом, две стойки, прикрепленные к станине, соединенные сверху поперечной балкой и имеющие вертикальные направляющие, траверсу, установленную с возможностью перемещения по вертикальным направляющим стоек, снабженную соответствующим приводом и имеющую горизонтальные направляющие, при этом привод перемещения траверсы состоит из двух - по одному на каждую стойку - синхронно работающих приводов [Каталог-справочник «Металлорежущие станки», часть 4, стр.271, М. НИИМАШ 1965 г.] - прототип. Этот станок снабжен четырьмя фрезерными головками: двумя вертикальными, закрепленными на каретках, установленных с возможностью перемещения по горизонтальным направляющим траверсы, и двумя горизонтальными, закрепленными на стойках. Наличие четырех фрезерных головок усложняет конструкцию станка, повышает его стоимость. На этом станке рабочее перемещение фрезерных головок в вертикальном направлении осуществляется за счет перемещения траверсы по вертикальным направляющим стоек. Большая масса траверсы, а также то, что она перемещается при помощи двух - по одному на каждой стойке - синхронно работающих приводов, не позволяет обеспечить необходимую точность перемещения фрезерной головки в вертикальном направлении. Это не позволяет обрабатывать на этом станке высокоточные детали. Изделия на этом станке можно обрабатывать либо подачей стола при неподвижных фрезерных головках, либо подачей головок при неподвижном столе. Фрезерные головки могут быть повернуты на угол не более 30°, и то - только до начала процесса обработки. Это ограничивает технологические возможности станка обработкой простых плоских поверхностей и не позволяет обрабатывать на станке сложные криволинейные поверхности. Привод перемещения стола выполнен в виде червячно-реечной передачи, винт которой вращается при помощи электродвигателя. Эта передача имеет низкую точность и, тем самым, не позволяет обрабатывать на станке детали с высокой точностью. Использование в приводах асинхронных электродвигателей, а также отсутствие в приводах датчиков числа оборотов винтов не позволяет управлять работой этого станка при помощи системы числового программного управления (ЧПУ). Отсутствие инструментального магазина и руки-манипулятора не позволяет производить смену инструмента в автоматическом режиме, что снижает производительность работы станка. Предлагаемая полезная модель направлена на повышение производительности труда и расширение технологических возможностей станка. Для решения этой задачи в станке, содержащем станину с продольными направляющими, стол, установленный с возможностью перемещения по продольным направляющим станины и снабженный соответствующим приводом, две стойки, прикрепленные к станине, соединенные сверху поперечной балкой и имеющие вертикальные направляющие, траверсу, установленную с возможностью перемещения по вертикальным направляющим стоек, снабженную соответствующим приводом и имеющую горизонтальные направляющие, каретку, установленную с возможностью перемещения по горизонтальным направляющим траверсы и снабженную соответствующим приводом, а также фрезерную головку, снабженную приводом вращения шпинделя, при этом привод перемещения траверсы состоит из двух - по одному на каждую стойку - синхронно работающих приводов, согласно полезной модели, на каретке закреплены вертикальные направляющие, станок снабжен ползуном, установленным с возможностью перемещения по вертикальным направляющим каретки и снабженным соответствующим приводом, фрезерная головка закреплена на ползуне и выполнена двухосной с возможностью программируемого поворота шпинделя вокруг вертикальной и горизонтальной осей, приводы перемещения стола, траверсы, каретки и ползуна выполнены в виде передач винт-гайка качения, винты которых приводятся во вращение при помощи электродвигателей и снабжены датчиками числа оборотов, выходы датчиков соединены с входами системы числового программного управления (ЧПУ), а выходы системы ЧПУ через преобразователи соединены с электродвигателями этих приводов. Для обеспечения возможности смены инструмента в автоматическом режиме станок снабжен инструментальным магазином и рукой-манипулятором смены инструмента. Сущность полезной модели поясняется чертежами. На фиг.1 изображен предлагаемый продольно-фрезерный станок с ЧПУ, вид спереди; на фиг.2 - вид слева; на фиг.3 - вид станка в аксонометрии. Станок содержит станину 1 с продольными направляющими 2, 3 и стол 4, установленный с возможностью перемещения по продольным направляющим станины. Привод перемещения стола выполнен в виде передачи винт-гайка качения, винт которой приводится во вращение при помощи синхронного электродвигателя переменного тока 5 и зафиксирован от перемещения в продольном направлении относительно станины, а гайка закреплена на столе. Две стойки 6, 7 прикреплены к станине с ее боков и соединены сверху поперечной балкой 8, образуя портал. На стойках закреплены вертикальные направляющие 10, 11, 12, 13, по которым перемещается траверса 14. Привод перемещения траверсы состоит из двух синхронно работающих приводов - по одному на каждой стойке. Каждый из этих двух приводов выполнен в виде передачи винт-гайка качения, винт 15 (16) которой приводится во вращение при помощи синхронного электродвигателя переменного тока 17 (18) и зафиксирован от перемещения относительно стойки, а гайка закреплена на траверсе. На траверсе закреплены горизонтальные направляющие 19, 20, по которым перемещается каретка 21. Привод перемещения каретки состоит из передачи винт-гайка качения, винт 22 которой приводится во вращение при помощи синхронного электродвигателя переменного тока 23 и зафиксирован от перемещения относительно траверсы, а гайка закреплена на каретке. На каретке закреплены вертикальные направляющие, по которым перемещается ползун 24. Привод перемещения ползуна состоит из синхронного электродвигателя переменного тока 25 и передачи винт-гайка качения, винт 26 которой зафиксирован от перемещения относительно каретки, а гайка закреплена на ползуне. На ползуне закреплена фрезерная головка 27, снабженная приводом вращения шпинделя 28. Фрезерная головка выполнена двухосной с возможностью программируемого поворота шпинделя вокруг вертикальной 29 и горизонтальной 30 осей. Винты приводов перемещения стола, траверсы, каретки и ползуна снабжены датчиками числа оборотов. Выходы датчиков соединены с входами системы числового программного управления (ЧПУ), а выходы системы ЧПУ через преобразователи соединены с электродвигателями этих приводов. Таким образом осуществляется управление приводами при помощи системы ЧПУ и осуществляется обратная связь от приводов к системе ЧПУ. Станок снабжен инструментальным магазином 31 и рукой-манипулятором 32 смены инструмента, установленными таким образом, чтобы позиция смены инструмента находилась в зоне действия фрезерной головки. Работает станок следующим образом. Подлежащую обработке деталь закрепляют на столе 4 станка. При помощи привода перемещения траверсы 14 осуществляют установочные перемещения траверсы относительно стола. В процессе обработки детали траверса не перемещается, что положительным образом сказывается на точности обработки детали. После этого фрезерная головка 27 устанавливается в точку начала обработки детали. Далее по командам от системы ЧПУ производится обработка детали. При этом подачи в продольном направлении осуществляются за счет перемещения стола 4, в поперечном направлении - за счет перемещения каретки 21, а в вертикальном направлении - за счет перемещения ползуна 24. При этом датчики числа оборотов винтов сообщают системе ЧПУ информацию о величине реального перемещения этих узлов. Благодаря высокой точности передач винт-гайка качения, используемых в этих приводах, и наличию датчиков обратной связи, достигается высокая точность обработки детали. Благодаря программируемому повороту шпинделя 28 фрезерной головки на любой угол относительно как вертикальной 29, так и горизонтальной 30 оси, обеспечивается возможность обработки сложных криволинейных поверхностей. Для смены инструмента шпиндель 28 фрезерной головки поворачивается относительно горизонтальной оси 30 головки на 90° и устанавливается в горизонтальное положение, при котором его ось параллельна продольной оси станка. Посредством приводов каретки 21 и ползуна 24 фрезерная головка подводится в позицию смены инструмента. При помощи руки-манипулятора 32 производится установка в шпиндель фрезерной головки необходимого инструмента. Таким образом, количество используемого при обработке инструмента ограничено лишь емкостью инструментального магазина. Смена инструмента в автоматическом режиме повышает производительность работы станка. Таким образом, предлагаемое техническое решение значительно расширяет технологические возможности станка и повышает производительность его работы. Данное решение реализовано в конструкции продольно-фрезерного станка с ЧПУ модели 6М610Ф4 производства Рязанского станкостроительного завода.
Формула полезной модели.
1. Продольно-фрезерный станок с ЧПУ, содержащий станину с продольными направляющими, стол, установленный с возможностью перемещения по продольным направляющим станины и снабженный соответствующим приводом, две стойки, прикрепленные к станине, соединенные сверху поперечной балкой и имеющие вертикальные направляющие, траверсу, установленную с возможностью перемещения по вертикальным направляющим стоек, снабженную соответствующим приводом и имеющую горизонтальные направляющие, каретку, установленную с возможностью перемещения по горизонтальным направляющим траверсы и снабженную соответствующим приводом, а также фрезерную головку, снабженную приводом вращения шпинделя, при этом привод перемещения траверсы состоит из двух - по одному на каждую стойку - синхронно работающих приводов, отличающийся тем, что на каретке закреплены вертикальные направляющие, станок снабжен ползуном, установленным с возможностью перемещения по вертикальным направляющим каретки и снабженным соответствующим приводом, фрезерная головка закреплена на ползуне и выполнена двухосной с возможностью программируемого поворота шпинделя вокруг вертикальной и горизонтальной осей, приводы перемещения стола, траверсы, каретки и ползуна выполнены в виде передач винт-гайка качения, винты которых приводятся во вращение при помощи электродвигателей и снабжены датчиками числа оборотов, выходы датчиков соединены с входами системы числового программного управления (ЧПУ), а выходы системы ЧПУ через преобразователи соединены с электродвигателями этих приводов.
2.Патент RU 137219 Автор(ы): Колесов Николай Викторович (RU), Сабиров Фан Сагирович (RU), Кочетов Олег Савельевич (RU), Козочкин Михаил Павлович (RU), Молодцов Владимир Владимирович (RU), Крутов Алексей Валентинович (RU), Чурлин Андрей Викторович (RU), Бушуев Виктор Валерьевич (RU), Боган Андрей Николаевич (RU) Дата публикации проекта: 10 Февраля, 2014 Патентообладатель: Общество с ограниченной ответственностью Научно-производственное предприятие "Орт" (RU)
|