ОТРЕЗКА ЗАГОТОВОК
ОТЧЕТ По лабораторно-практическим занятиям Тема занятия: «Особенности проектировании технологического процесса изготовления режущего инструмента»
Дисциплина: Технологические процессы в машиностроении
Работу выполнил Володькин Д.А. (подпись) (Ф.И.О) Студент гр. КТМ-11
Преподаватель профессор, к.т.н. Федоров Ю.В. (подпись) (должность, ученое звание) (Ф.И.О)
Оценка защиты _______________ (баллы)
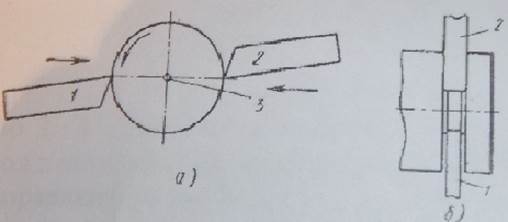
Барнаул 2012 ОТРЕЗКА ЗАГОТОВОК Токарно-отрезные станки применяют для отрезных работ в серийном производстве режущего инструмента Их достоинствами являются значительно большая производительность по сравнению с ножовочным станком, несложный режущий инструмент- пластинчатые резцы из быстрорежущей стали. К недостатком следует отнести необходимость снятия концов 3,оставшихся на торцах после отрезки. которые получаются из за отламывания заготовки в конце отрезки под действием собственного веса, большая ширина пропила, следовательно много металла идет на стружку. Для отрезки заготовок диаметром 30 мм на токарно-отрезных станках предусмотрена возможность одновременной работы двумя резцами.
Таблица Ширина отрезных резцов.
Схема отрезки заготовок на токарно-отрезном станке.
Фрезерно-отрезные полуавтоматы применяют для отрезки заготовок диаметром до 240мм с помощью дисковой пилы, оснащенной сегментами из быстрорежущей стали. Диаметр дисковой пилы 710 мм ширина пилы 6.5мм. Недостатки такой пилы в том что ширина дает большие потери металла, на этих станках целесообразно отрезать заготовки большого диаметра из конструкционной углеродистой и конструкционной легированной сталей. При этом работу ведет со скоростью 17-20 м/мин и подачей на зуб 0,06-0,1мм
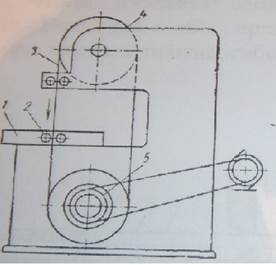
Ленточные пилы представляют собой станки с бесконечным ножовочным полотном. Вследствие с непрерывной работой производительность этих станков высокая, ленточные пилы выпускаются для отрезки заготовок диаметром 250мм. Отрезка осуществляется со скоростью 12-18м/мин и подачей на зуб 0,02-0,04 мм. Ленточные пилы целесообразно применять для отрезки заготовок из быстрорежущей стали.
Схема ленточной пилы
Абразивно-отрезные станки режут заготовки узкими шлифовальными кругами на вулканитовой или бакелитовой связке. Это высокопроизводительный метод отрезки заготовок. Заготовки Отрезают шлифовальным кругом диаметром 300-400мм при скорости 50-80м/мин Рубка на эксцентриковых прессах применяется в серийном, крупносерийном и массовом производствах. Выбор метода отрезки заготовок зависит от ряда факторов, из которых главнейшими являются производительность Станка и минимальные потери металла в стружку. Производительность различных отрезных станков при отрезке заготовок из быстрорежущей стали диаметром 50 мм. Наименьшие потери металла в стружку получаются при применении ленточных пил. Наибольшие потери металла получаются при отрезке заготовок на фрезерноотрезных полуавтоматах.
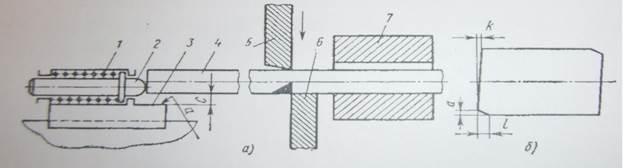
Схема рубки заготовок в штампе 1-упор, 2. верхний нож,3подставка,4 направляющая втулка,5 полуотверстие, 6 регулируемый упор,,7 нижний нож.
Схема рубки путем поддерживания заготовки. 1-верхний нож,2-заготовка,3нижний нож,4-пружина,5-прижим
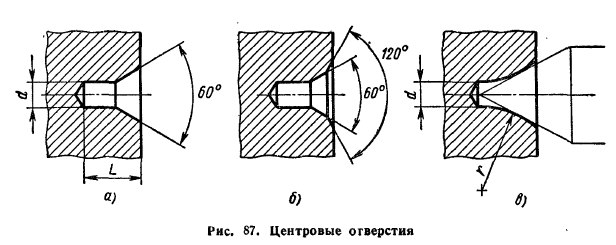
Центрование заготовок Базой при обработке хвостового режущего инструмента на металлорежущих станках являются центровые отверстия и наружные центры. Центровые отверстия с углом конуса 60°, обычно применяют для изготовления большинства режущих инструментов. Такие инструменты, как протяжки, развертки и метчики со шлифованным профилем резьбы, снабжают центровыми отверстиями с предохранительным конусом. Предохранительный конус с углом 120°. Центровые отверстия служат базой не только при изготовлении инструмента, но и во время его эксплуатации при переточке и контроле.
Сварка Стыковая сварка. применяется при изготовление хвостового и стержневого инструмента широко применяют стыковую электросварку. кА так же контактную стыковую сварку давлением недостаток такой сварки –повышенный расход металла на оплавление. Нагрев металла приводит к повышению его пластичности. В результате под действием осевой силы происходит пластическая деформация. Микронеровности поверхности сминаются, пленки разрушаются, поверхностные атомы сближаются до расстояний, соизмеримых с параметром кристаллической решетки, что обеспечивает возможность образования межатомных связей. Сварка трением. Сварка трением является разновидностью сварки давлением, при которой механическая энергия, подводимая к одной из свариваемых деталей, преобразуется в тепловую; при этом генерирование теплоты происходит непосредственно в месте будущего соединения. Мировой опыт применения сварки трением позволяет сделать вывод, что этот вид сварки - один из наиболее интенсивно развивающихся технологических процессов, особенно в странах с высоким уровнем развития промышленности.
|