Электроконтактная сварка
Сущность сварки давлением Сущность получения неразъемного сварного соединения двух заготовок в твердом состоянии состоит в сближении идеально чистых соединяемых поверхностей на расстояния (2…4) 10 – 10 см, при которых возникают межатомные силы притяжения. Необходимым условием получения качественного соединения в твердом состоянии являются хорошая очистка и подготовка поверхностей и наличие сдвиговых пластичных деформаций в зоне соединения в момент сварки.
Электроконтактная сварка Сварные соединения получаются в результате нагрева деталей проходящим через них током и последующей пластической деформации зоны соединения. Сварка осуществляется на машинах, состоящих из источника тока, прерывателя тока и механизмов зажатия заготовок и давления. К деталям с помощью электродов подводят ток небольшого напряжения (3…8 В) и большой силы (до нескольких десятков кА). Большая часть тепла выделяется в зоне контакта деталей. Количество теплоты, выделяемой при протекании тока по проводнику, определяется законом Джоуля-Ленца
Q = k ∙ I2 ∙ R ∙ t,
где I – сила тока в цепи; к – коэффициент; R – сопротивление проводника; t – время протекания тока. Наибольшим сопротивлением обладает место контакта свариваемых деталей, поэтому там и выделяется наибольшее количество теплоты, позволяющее расплавить стальные заготовки. По виду получаемого соединения контактную сварку подразделяют на точечную, шовную, стыковую. Свариваемые заготовки 2 плотно зажимают в неподвижном 3 и подвижном 4 токоподводах, подключенных к вторичной обмотке сварочного трансформатора 6. Для обеспечения плотного электрического контакта свариваемые поверхности приводят в соприкосновение и сжимают. Стыковая контактная сварка (рисунок 1) – способ соединения деталей по всей плоскости их касания. Есть два варианта стыковой сварки: сварка сопротивлением и сварка оплавлением.
Рисунок 1 –Схема контактной стыковой сварки 1 – зажимы; 2 – заготовки; 3 – неподвижная плита; 4 – подвижная плита; 5 – направляющая; 6 – сварочный трансформатор; 7 – гибкие шины
Сварка сопротивлением. Заготовки сдавливаются, затем включается ток, заготовки разогреваются в месте стыка до пластического состояния, и производится осадка. В месте стыка возникает утолщение. Стыковую сварку с разогревом стыка до пластического состояния и последующей осадкой называют сваркой сопротивлением, Применение: детали малого сечения (до диаметра 20 мм). Недостаток: соединяемые поверхности нужно тщательно зачищать (шлифовать) для лучшего контакта. Сварка оплавлением (рисунок 2). При разогреве торцов до оплавления с последующей осадкой называют – сваркой оплавлением. В результате пластической деформации и быстрой рекристаллизации в зоне образуются рекристаллизованные зерна из материала обеих деталей. Сварка применяется для соединения встык деталей типа стержней, толстостенных труб, рельсов и т.п. Вначале включают ток, затем начинают сближать заготовки. Первыми соприкасаются выступы соединяемых поверхностей и оплавляются за счёт большой плотности тока (рисунок2, а). Заготовки продолжают сближаться, оплавляются уже по всей поверхности (рисунок 2, б), затем включается механизм осадки. Расплавленный металл вместе с оксидами и другими загрязнениями выдавливается из стыка, образуя неровный валик – грат, который потом удаляется на токарном станке (рисунок 2, в).
Преимущества: Не нужна подготовка поверхностей, можно сваривать детали сложной формы и с разной формой сечения (и), разнородные металлы. Применение: сварка колец, колёс, концевого инструмента (свёрла, фрезы, метчики), штоков, рельсов, арматуры, труб.
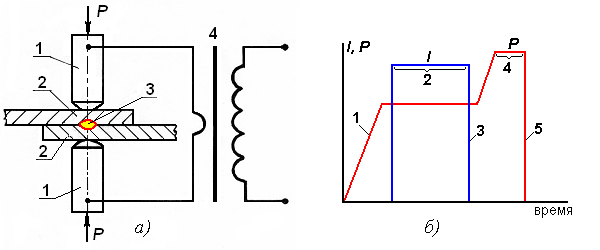
Точечная сварка (рисунок 3) – способ изготовления листовых или стержневых конструкций, позволяющий получить прочные соединения в отдельных точках.
Рисунок 3 – Схема точечной электроконтактной сварки (а) и циклограмма процесса (б)
Циклограмма процесса приведена на рисунке 3, б: участок 1 – сжатие заготовок, участок 2 – протекание тока и расплавление металла, 3 – выключение тока, 4 – приложение ковочного усилия. 5 – снятие усилия
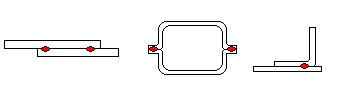
Свариваемые заготовки 2, собранные внахлест, зажимают между неподвижным и подвижным электродами 1, подсоединенными к обмотке трансформатора 4. Электроды изнутри охлаждаются водой, нагрев локализуется на участках соприкосновения деталей между электродами. Получают линзу расплава требуемого размера, ток выключают, расплав затвердевает, образуется сварная точка. Электроды сжимают детали, пластически деформируя их. Образующееся сварное соединение обладает большой прочностью и его можно применять для изготовления несущих конструкций. Этот способ широко применяют в авто- и вагоностроении, строительстве, а также при сборке электрических схем. Применение: для изготовления штампосварных конструкций из металла толщиной 0,5 – 6 мм. Можно сваривать конструкционные стали, алюминий, медь и их сплавы. Примеры точечных соединений:
|