чертежа 66-1005115-Б

Дет. 66-1005120-Б – Чугун 04 18-36 ГОСТ 1412-54; Твердость 170-229 НВ;
Дет. 21А-1005125- Сталь 45 ГОСТ 1050-60; Твердость 48-56 HRC
|
|
Ведомость дефектов
| Лист
|
| | Всего листов
|
| | №
п/п
|
Наименование дефекта
| № дефекта по ТУ
| № чертежа детали
| Размеры. мм
|
| Рекомендуемый способ устранения дефектов
| | Номиналь- ный
| Для ремонта
| |
| Износ, риски и забоины на рабочей поверхности
|
|
66-1005115-Б
|
18,5
|
-
| Шлифование “как чисто”, но до размера не менее 17.0 мм
| |
| Износ отверстий под болты крепления маховика
|
|
66-1005115-Б
|
12 +0,027
|
Более 12,05
| Развертывание до ремонтного размера 12,25 +0,03 в сборе с коленчатым валом
| |
| Облом зубьев зубчатого обода маховика; Износ зубьев зубчатого обода маховика по длине
|
5а
|
66-1005115-Б
66-1005115-Б
|
-
10±0,6
|
-
Менее 8,0
|
Замена зубчатого венца
маховика
| |
| Износ зубьев зубчатого обода маховика по длине
|
5б
|
66-1005115-Б
|
10±0,6
|
До 8,0
| Зачистка торцов зубьев
| | | | | | | | | | | |
|
|
Свободная карта
технологического процесса
| № чертежа
| Лист
|
| | 66-1005115-Б
| Всего листов
|
| | № дефекта по ТУ
|
Наименование дефекта
|
№ опера- ции
|
Наименование и краткое содержание операции
|
Норма времени, мин
|
Стр.
| |
|
Износ, риски и забоины на рабочей поверхности
|
| Шлифовальная. Шлифование торца маховика “как чисто”
Токарная. Подрезка торца на глубину 1 +0,5
|
4,2
4,6
|
| |
5а
|
Облом зубьев зубчатого обода маховика;
Износ зубьев зубчатого обода маховика по длине
|
| Слесарная. Перепрессовка зубчатого обода маховика
Балансировочная. Статическая балансировка маховика
|
3,10
-
|
| |
5б
|
Износ зубьев зубчатого обода маховика по длине
|
| Слесарная. Зачистка зубьев зубчатого обода
|
5,8
|
| |
|
Износ отверстий под болты крепления маховика более 12,05
|
|
Слесарная. Развертывание отверстий под ремонтный размер
|
10,.75
|
| | | | | | | | | | | |
|
| Операционно-технологическая карта механической обработки
| Цех №
| Наименование операции
| № опер.
| Лист
|
| | |
| Шлифовальная
|
| Всего листов
|
| | | № чертежа
| Наименование детали
| Содержание операции
| | | 66-1005115-Б
| Маховик в сборе
| Шлифование торца маховика ”как чисто”
| | | № дефекта по ТУ
| Наименование дефекта
| Приспособления
| Оборудование
| | | № пер.
| Наимонован.
| № черт.
| № пер.
| Наименован.
| Обознач.
| | | А
| Подставка
|
| А
| Плокошли-
фовальный
станок
|
| | |
| Износ, риски и забоины
на рабочей поверхности
| | | Твердость обрабатываемой поверхности
| Профиль и размер заготовки
| | | 170-229 НВ
|
| | | Кол. дет. в заготовке
| Кол. одновр. обработки детали.
| Размер партии
| Разряд
| Тш.
| Тп.з
| | |
|
|
|
| 4,20
| 15,0
| | | №
пере-хода
| Содержан-ие перехода
| Инструмент
| №
обр.
и
уст.
пов.
| Размеры обр. поверхности
| Режим
| Время
| № табл.
норм-тивов
| | | Вспо-мога-тельн.
| Режущий
| Измери-тельн.
| Д
или
В
| L
| R
| S
| t
| n
| i
| To
| Tв
| | | А
| Установить маховик на подставку
|
|
|
|
|
|
|
|
|
|
|
|
| 0,9
| К-24
| | |
| Шлифовать рабочую поверхность маховика ” как чисто”,но до размера не менее 17мм
|
| Круг шлифовальный пп250* 20*76-кч40 см1 КБ
| Штан-ген-циркуль шц-I-125 эталон ∆9
|
|
|
|
|
|
|
|
|
| 3,3
| К-15
| | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | |
|
|
| Операционно-технологическая карта механической обработки
| Цех №
| №. чертежа
| Наименование операции
| № опер.
| Лист
|
| |
| 66-1005115-Б
| Шлифовальная
|
| Всего листов
|
| | №
пере-хода
| Содержан-ие перехода
| Инструмент
| №
обр.
и
уст.
пов.
| Размеры обр. поверхности
| Режим
| Время
| № табл.
норма-тивов
| | Вспо-мога-тельн.
| Режущий
| Измери-тельн.
| Д
или
В
| L
| R
| S
| t
| n
| i
| To
| Tв
| | 2К
| Проверить исполнение пер.1 и ТТ
|
|
| Штан-ген-циркуль шц-I-125 эталон ∆9 Плита шI -400*400 ГОСТ 10905-64
|
|
|
|
|
|
|
|
|
|
|
| | | | | | | | | | | | | | | | | | | | | | | |
|
| Операционно-технологическая карта механической обработки
| Цех №
| Наименование операции
| № опер.
| Лист
|
| | |
| Токарная
|
| Всего листов
|
| | | № чертежа
| Наименование детали
| Содержание операции
| | | 66-1005115-Б
| Маховик в сборе
| Подрезка торца на глубину 1+0,5
| | | № дефекта по ТУ
| Наименование дефекта
| Приспособления
| Оборудование
| | | № пер.
| Наимонован.
| № черт.
| № пер.
| Наименован.
| Обознач.
| | | А
| Режимная оправка
|
| А
| Токарно-винторезный
станок
| 1к62
| | |
| Износ, риски и забоины
на рабочей поверхности
| | | Твердость обрабатываемой поверхности
| Профиль и размер заготовки
| | | 170-229 НВ
|
| | | Кол. дет. в заготовке
| Кол. одновр. обработки детали.
| Размер партии
| Разряд
| Тш.
| Тп.з
| | |
|
|
|
| 4,60
| 15,0
| | | №
пере-хода
| Содержан-ие перехода
| Инструмент
| №
обр.
и
уст.
пов.
| Размеры обр. поверхности
| Режим
| Время
| № табл.
норма-тивов
| | | Вспо-мога-тельн.
| Режущий
| Измери-тельн.
| Д
или
В
| L
| R
| S
| t
| n
| i
| To
| Tв
| | | А
| Установить маховик на оправку, снять
|
|
|
|
|
|
|
|
|
|
|
|
| 0,8
| К-2
Л-5
| | |
| Подрезать торец на глубину 1+0,5 до диаметра 162
|
| Резец проходной I-16*12-ВК3 ГОСТ 6743-61
| Штан-ген-циркуль шц-I-125
|
|
|
|
|
|
|
|
|
| 3,2
| К-3
Л-1
| | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | |
|
|
| Операционно-технологическая карта механической обработки
| Цех №
| Наименование операции
| № опер.
| Лист
|
| | |
| Слесарная
|
| Всего листов
|
| | | № чертежа
| Наименование детали
| Содержание операции
| | | 66-1005115-Б
| Маховик в сборе
| Перепрессовка зубчатого обода маховика
| | | № дефекта по ТУ
| Наименование дефекта
| Приспособления
| Оборудование
| | | № пер.
| Наимонован.
| № черт.
| № пер.
| Наименован.
| Обознач.
| | | А
| Подставка
Оправка
|
| А
| Пресс гидравлический
Установка для электро-нагрева обода
| 2135-IМ
| | |
| Облом зубьев зубчатого обода маховика
| | | Твердость обрабатываемой поверхности
| Профиль и размер заготовки
| | |
|
| | |
5а
|
Износ зубьев зубчатого обода маховика по длине менее 8,0
| | | Кол. дет. в заготовке
| Кол. одновр. обработки детали.
| Размер партии
| Разряд
| Тш.
| Тп.з
| | |
|
|
|
| 3,10
| -
| | | №
пере-хода
| Содержан-ие перехода
| Инструмент
| №
обр.
и
уст.
пов.
| Размеры обр. поверхности
| Режим
| Время
| № табл.
норма-тивов
| | | Вспо-мога-тельн.
| Режущий
| Измери-тельн.
| Д
или
В
| L
| R
| S
| t
| n
| i
| To
| Tв
| | | А
| Установить маховик в сборе на подставку рабочей поверхности, снять
|
|
|
|
|
|
|
|
|
|
|
| 0,2
| 0,14
|
| | |
| Спрессовать зубчатый обод (21А-1005125) с маховика
| Моло-ток А6
|
| Шаблон набор щупов н-з, кл.1
| 8,11
|
|
|
|
|
|
|
|
| 0,77
|
| | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | |
|
|
| Операционно-технологическая карта механической обработки
| Цех №
| №. чертежа
| Наименование операции
| № опер.
| Лист
|
| |
| 66-1005115-Б
| Слесарная
|
| Всего листов
|
| | №
пере-хода
| Содержан-ие перехода
| Инструмент
| №
обр.
и
уст.
пов.
| Размеры обр. поверхности
| Режим
| Время
| № табл.
норма-тивов
| | Вспо-мога-тельн.
| Режущий
| Измери-тельн.
| Д
или
В
| L
| R
| S
| t
| n
| i
| To
| Tв
| |
| Нагреть зубчатый обод и напрессовать на маховик до упора
|
|
| Штан-ген-циркуль шц-I-125 эталон ∆9 Плита шI -400*400 ГОСТ 10905-64
|
|
|
|
|
|
|
|
|
|
0,22
0,99
|
| | 3к
| Проверить зубчатый обод на зацепление
|
|
| Кдп-нос
ГОСТ
5363-38
|
|
|
|
|
|
|
|
|
| 0,24
0,06
|
| | ТТ При проверке зубчатого обода напрессованного на маховик с контрольной шестерней проворачиванием без зазора в зацеплении расстояние между их центрами может меняться в пределах +0,14 -0,36 для разных ободов, но не должно колебаться не более 0,2 для одного обода
| | 4к
| Проверить исполнение пер. 2, 3к и ТТ
|
|
|
|
|
|
|
|
|
|
|
|
| 3,12
|
| | | | | | | | | | | | | | | | | | | | | | | |
|
| Операционно-технологическая карта механической обработки
| Цех №
| Наименование операции
| № опер.
| Лист
|
| | |
| Балансировочная
|
| Всего листов
|
| | | № чертежа
| Наименование детали
| Содержание операции
| | | 66-1005115-Б
| Маховик в сборе
| Статическая балансировка маховика
| | | № дефекта по ТУ
| Наименование дефекта
| Приспособления
| Оборудование
| | | № пер.
| Наимонован.
| № черт.
| № пер.
| Наименован.
| Обознач.
| | | А
| Приспособление для балансировки
|
|
|
|
| | |
| Облом зубьев зубчатого обода маховика
| | | Твердость обрабатываемой поверхности
| Профиль и размер заготовки
| | |
|
| | |
5а
|
Износ зубьев зубчатого обода маховика по длине менее 8,0
| | | Кол. дет. в заготовке
| Кол. одновр. обработки детали.
| Размер партии
| Разряд
| Тш.
| Тп.з
| | |
|
|
|
|
|
| | | №
пере-хода
| Содержан-ие перехода
| Инструмент
| №
обр.
и
уст.
пов.
| Размеры обр. поверхности
| Режим
| Время
| № табл.
норма-тивов
| | | Вспо-мога-тельн.
| Режущий
| Измери-тельн.
| Д
или
В
| L
| R
| S
| t
| n
| i
| To
| Tв
| | | А
| Установить маховик в сборе на приспособление, снять
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | |
| Балансирова-ть маховик статически
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | | ТТ Величина допустимого дисбаланса не должна превышать 35 гсм. При большей величине дисбаланса сверлить отверстие диаметром 11 мм на радиусе 158 мм на глубину 18 мм.
| | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | |
|
|
| Операционно-технологическая карта механической обработки
| Цех №
| Наименование операции
| № опер.
| Лист
|
|
| | |
| Слесарная
|
| Всего листов
|
|
| | | № чертежа
| Наименование детали
| Содержание операции
|
| | | 66-1005115-Б
| Маховик в сборе
| Зачистка зубьев зубчатого обода
|
| | | № дефекта по ТУ
| Наименование дефекта
| Приспособления
| Оборудование
|
| | | № пер.
| Наимонован.
| № черт.
| № пер.
| Наименован.
| Обознач.
|
| | | А
| Подставка
|
|
|
|
|
| | | 5б
|
Износ зубьев зубчатого обода маховика по длине до 8,0
|
| | | Твердость обрабатываемой поверхности
| Профиль и размер заготовки
|
| | | 48-56 HRC
|
|
| | | Кол. дет. в заготовке
| Кол. одновр. обработки детали.
| Размер партии
| Разряд
| Тш.
| Тп.з
|
| | |
|
|
|
| 5,8
| -
|
| | | №
пере-хода
| Содержан-ие перехода
| Инструмент
| №
обр.
и
уст.
пов.
| Размеры обр. поверхности
| Режим
| Время
| № табл.
норма-тивов
|
| | | Вспо-мога-тельн.
| Режущий
| Измери-тельн.
| Д
или
В
| L
| R
| S
| t
| n
| i
| To
| Tв
|
| | | А
| Установить маховик в сборе на подставку, снять
|
|
|
|
|
|
|
|
|
|
|
| 0,2
| 0,14
|
|
| | |
| Зачистить заходы на торцах зубьев под углом 45 и исправить фаску 1,5*30
|
| Машина шлифо-вальная круг шлиф. 4п 150*8*32 Э25СМ1К
| Конт-рольная шестерня
|
|
|
|
|
|
|
|
|
| 2,0
2,8
|
| | | 5,24*1,1=5,76
| | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | |
|
|
| Операционно-технологическая карта механической обработки
| Цех №
| Наименование операции
| № опер.
| Лист
|
| | |
| Слесарная
|
| Всего листов
|
| | | № чертежа
| Наименование детали
| Содержание операции
| | | 66-1005115-Б
| Рычаг переключения передач
| Развертывание отверстий под ремонтный размер
| | | № дефекта по ТУ
| Наименование дефекта
| Приспособления
| Оборудование
| | | № пер.
| Наимонован.
| № черт.
| № пер.
| Наименован.
| Обознач.
| | |
| Захват
|
| А
В
| Стенд для сборки маховика с каленвалом
Кран-балка
|
| | |
| Износ отверстий под болты крепления маховика более 12,05
| | | Твердость обрабатываемой поверхности
| Профиль и размер заготовки
| | | 170-229 НВ
|
| | | Кол. дет. в заготовке
| Кол. одновр. обработки детали.
| Размер партии
| Разряд
| Тш.
| Т.п.з
| | |
|
|
|
| 10,75
| -
| | | №
пере-хода
| Содержан-ие перехода
| Инструмент
| №
обр.
и
уст.
пов.
| Размеры обр. поверхности
| Режим
| Время
| № табл.
норма-тивов
| | | Вспо-мога-тельн.
| Режущий
| Измери-тельн.
| Д
или
В
| L
| R
| S
| t
| n
| i
| To
| Tв
| | | А
| Установить коленчатый вал на стенд
|
|
|
|
|
|
|
|
|
|
|
|
| 2,37
| 13Б
| | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | |
|
|
| Операционно-технологическая карта механической обработки
| Цех №
| №. чертежа
| Наименование операции
| № опер.
| Лист
|
| |
| 66-1005115-Б
| Слесарная
|
| Всего листов
|
| | №
пере-хода
| Содержан-ие перехода
| Инструмент
| №
обр.
и
уст.
пов.
| Размеры обр. поверхности
| Режим
| Время
| № табл.
норма-тивов
| | Вспо-мога-тельн.
| Режущий
| Измери-тельн.
| Д
или
В
| L
| R
| S
| t
| n
| i
| To
| Tв
| | Б
|
Установить на фланец коленвала маховик в сборе и совместить отверстия под болты крепления маховика с отверстиями во фланце коленвала
|
|
|
|
|
|
|
|
|
|
|
|
| 0,34
| В4
| |
| Установить в совмещен-ные отверстия 2 технологических болта, навернуть гайки и затянуть
| Ключ 17-19
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Развернуть 2 отверстия под болты крепления маховика на ремонтный размер φ12,25 +0,027
|
| Развертка 12,25 +0,027
| Калибр- пробка на 12,25
+0,027
|
|
|
|
|
|
|
|
|
|
|
| | | | | | | | | | | | | | | | | | | | | | | |
|
| Операционно-технологическая карта механической обработки
| Цех №
| №. чертежа
| Наименование операции
| № опер.
| Лист
|
| |
| 66-1005115-Б
| Слесарная
|
| Всего листов
|
| | №
пере-хода
| Содержан-ие перехода
| Инструмент
| №
обр.
и
уст.
пов.
| Размеры обр. поверхности
| Режим
| Время
| № табл.
норма-тивов
| | Вспо-мога-тельн.
| Режущий
| Измери-тельн.
| Д
или
В
| L
| R
| S
| t
| n
| i
| To
| Tв
| |
|
Установить в развернутые отверстия 2 болта ремонтного размера, навернуть гайки и затянуть
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Отвернуть гайки и снять технологи- ческие болты
| Ключ 17-19
|
|
|
|
|
|
|
|
|
|
|
|
|
| | | | | | | | | | | | | | | | | | | | | | | |
М1
| СНХ БССР Управление машиностроения и станкостроения
| ПАСПОРТ плоскошлифовального станка
| Инвентарный
№
| | Тип
| Плоскошлифовальный
| Модель
| 371М1
| Завод
|
| | Завод изготовитель
| Завод им. Кирова г. Витебск
| Шифр
|
| Цех
|
| | Автор проекта
|
| Заводской №
|
| Пролет
|
| | Год выпуска
|
| Время пуска станка и эксплуатация
|
| Станок особо пригоден или приспособл.
| Универ-сальный
| | Вес станка
| кг.
|
| Габари-ты станка
|
| Длина
| Ширина
| Высота
| | мм
|
|
|
| | Фунта
|
| Дюймы
|
|
|
| | | | | | | | | | | | | | | |

| Основные размеры
| | |
Наибольшие
размеры
шлифуемых
поверхностей
| Длина
| мм
|
| | | дюймы
|
| | |
Ширина
| мм
|
| | | дюймы
|
| | |
Высота
| мм
|
| | | дюймы
|
| | | |
| Стол
| |
Наибольшее
перемещение
стола
| От руки
|
| Прод.
| Попер.
| Верт.
| | мм
|
| нет
| нет
| | дюймы
| 2519
|
|
| | гидравлически
| мм
|
| нет
| нет
| | дюймы
| 2519
|
|
| | Перемещение стола на 1 оборот маховика
| мм
|
| нет
| нет
| дюймы
| 1521
|
|
|
Спецификация основных узлов станка
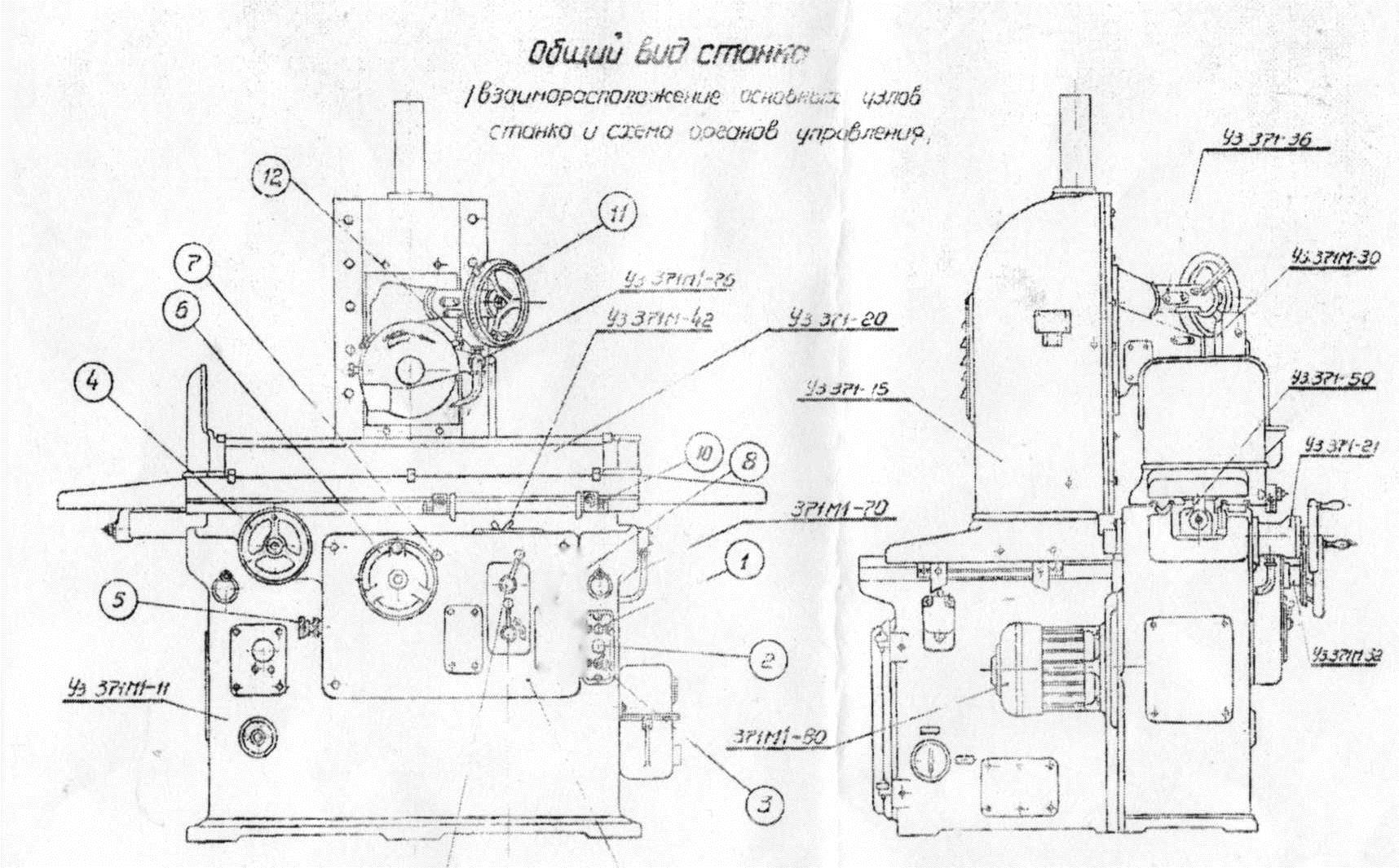
| №№
п-п
| №№
узлов
| Наименование узлов
| Количество на 1 станок
| |
| 371М1-11
| Станина
|
| |
| 371-15
| Колонка
|
| |
| 371-20
| Стол
|
| |
| 371-21
| Механизм ручного перемещения стола
|
| |
| 371М-30
| Шлифовальная балка
|
| |
| 371-32
| Механизм поперечной подачи
|
| |
| 371-36
| Механизм вертикальной подачи
|
| |
| 371-42
| Установка гидропанели
|
| |
| 371М-48
| Золотник поперечной подачи
|
| |
| 371-50
| Цилиндр стола
|
| |
| 371М1-70
| Гидропривод
|
| |
| 371М1-76
| Охлаждение
|
| |
| 371М1-80
| Электрооборудование
|
| Примечание: все узлы с номерами 371 заимствованы со станка СК371.

Важнейшие способы обработки и анализа рядов динамики Не во всех случаях эмпирические данные рядов динамики позволяют определить тенденцию изменения явления во времени...
|

ТЕОРЕТИЧЕСКАЯ МЕХАНИКА Статика является частью теоретической механики, изучающей условия, при которых тело находится под действием заданной системы сил...
|

Теория усилителей. Схема Основная масса современных аналоговых и аналого-цифровых электронных устройств выполняется на специализированных микросхемах...
|

Логические цифровые микросхемы Более сложные элементы цифровой схемотехники (триггеры, мультиплексоры, декодеры и т.д.) не имеют...
|
Этапы творческого процесса в изобразительной деятельности По мнению многих авторов, возникновение творческого начала в детской художественной практике носит такой же поэтапный характер, как и процесс творчества у мастеров искусства...
Тема 5. Анализ количественного и качественного состава персонала Персонал является одним из важнейших факторов в организации. Его состояние и эффективное использование прямо влияет на конечные результаты хозяйственной деятельности организации.
Билет №7 (1 вопрос) Язык как средство общения и форма существования национальной культуры. Русский литературный язык как нормированная и обработанная форма общенародного языка Важнейшая функция языка - коммуникативная функция, т.е. функция общения Язык представлен в двух своих разновидностях...
|
Мотивационная сфера личности, ее структура. Потребности и мотивы. Потребности и мотивы, их роль в организации деятельности...
Классификация ИС по признаку структурированности задач Так как основное назначение ИС – автоматизировать информационные процессы для решения определенных задач, то одна из основных классификаций – это классификация ИС по степени структурированности задач...
Внешняя политика России 1894- 1917 гг. Внешнюю политику Николая II и первый период его царствования определяли, по меньшей мере три важных фактора...
|
|
