Головна сторінка Випадкова сторінка
КАТЕГОРІЇ:
АвтомобіліБіологіяБудівництвоВідпочинок і туризмГеографіяДім і садЕкологіяЕкономікаЕлектронікаІноземні мовиІнформатикаІншеІсторіяКультураЛітератураМатематикаМедицинаМеталлургіяМеханікаОсвітаОхорона праціПедагогікаПолітикаПравоПсихологіяРелігіяСоціологіяСпортФізикаФілософіяФінансиХімія
RAIN OF STONES REPORTED 6 страница
Дата добавления: 2015-10-15; просмотров: 805
|
|
- Формовочные смеси;
- Стержневые смеси;
- Облицовочные смеси;
- Наполнительные смеси;
4. Литниковая система.Это система каналов и резервуаров, необходимых для подачи расплавленного металла в полсть отливки.
2.1 Литье в песчаных формах.
Сущность получения отливки в песчаных формах состоит в том, что жидкий расплавленный металл заливают в заранее приготовленную форму изготовленного на основе песка и глины.

Рисунок 1. Схема изготовления литейной формы по разъемной модели: а - формовка нижней опоки; б - формовка верхней опоки; в - установка стержня; г - готовая форма;
2.2 Литье в оболочковые формы
Сущность - заливка расплава в тонкую оболочковую форму, состоящую из двух предварительно скрепленных полуформ.
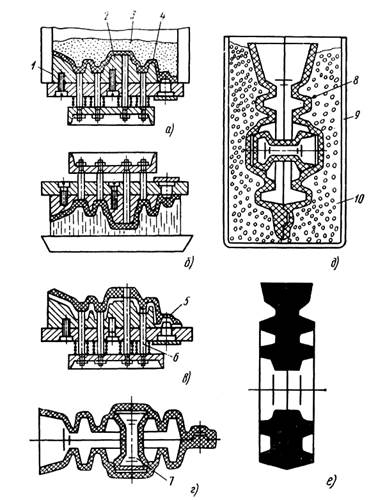
Рисунок 2. Схема изготовления оболочковой формы: а - формирование оболочки; б - удаление смеси; в - съем оболочки; г - сборка формы; д - укрепление формы; с - готовая отливка.
Технология получения отливки:
1. Формирование оболочки (нагрев модельной плиты и моделью литниковой системы до 200…250 0С; нанесение песчано-смолистой смеси с последующей выдержкой; нагрев в печи до 280…300 0С.
2. Съем оболочки – полуформы;
3. Сборка формы (соединение двух полуформ);
4. Укрепление формы (засыпка формовочной смесью);
5. Заливка горячего металла;
6. Охлаждение металла и выбивка отливки из полуформы;
Выбивка и очистка отливок при литье в оболочковые формы являются нетрудоемкими операциями, так как на отливках отсутствует пригар, а литники и прибыли имеют малые размеры. Оболочковые формы легко разрушаются из-за выгорания смол в процессе заливки расплава, из них извлекаются отливки. Отработанную смесь и упрочняющую засыпку регенерируют, освежают и вновь возвращают на поток.
Применение: крупносерийное и массовое производство; (процесс высокомеханизированный автоматизированный) получают детали автомобилей и тракторов, сельскохозяйственных и текстильных машин из чугуна, сталей и цветных сплавов массой 5...15 кг (в отдельных случаях она может достигать 100...150 кг).
Преимущества:
- высокая точность отливок до JT12...13, низкая шероховатость поверхности Ra=40...2,5 мкм;
- низкий расход формовочной смеси (в сравнении с литьем в обычные песчаные формы);
- высокая производительность труда;
- снижение брака в 1,5...2 раза (по сравнению с литьем песчаной форме).
При литье в оболочковые формы по сравнению с литьем в песчаные формы ↑ КВ.Г., за счет ↓ ´ 2 раза h МЕХ. ОБ-КУ и ↑ КИМ. Так, при чугунном литье КИМ = 0,85 … 0,90.
Недостаток: большая стоимость песчано-смоляных смесей.
2.3 Литье по выплавляемым моделям
Сущность – заливка расплавом неразъемной керамической оболочковой формы, получаемой из жидких формовочных смесей по точной, также неразъемной разовой модели из пластичных материалов (воск и др.).

Рисунок 3 Схема изготовления формы по выплавляемым моделям: а - готовая деталь; б - изготовление модели; в - блок моделей; г - нанесение суспензии; д - обсыпка песком; е - удаление моделей; ж - заливка расплава.
Технология получения отливки:
1. Изготовление модели и соединение их блоки (модели из пластичных материалов из воска, модельных составов ПС – 50% парафин, 50% стеарин);
2. Нанесение суспензии (опускание моделей в ванну с суспензией);
3. Обсыпка песком (осыпают модели песком);
4. Удаление моделей (вплавление модели горячей водой или паром);
5. Укрепление модели. устанавливают модель в контейнер и засыпают огнеупорным песком, далее прокаливают модель в печи нагревая до t = 800 0С.)
6. Заливка расплава (заполнение формы жидким металлом);
7. Охлаждение расплава.
Применение: изготовление отливок сложной формы.
Преимущества:
- возможность получение сложных отливок из трудных для механической обработки металлов, тонкостенные (до 0,3 мм) отливки массой от нескольких граммов до десятков килограммов практически из любых металлов и сплавов.
- экономия 1,5...2 т проката на тонну литья. ↑ КИМ = 0,182 … 0,754.
- низкий расход металла, трудоемкость механической обработки и себестоимость деталей на 22...80 %;
- высокая точность отливок JT 9…10, Rа = 25...1,25 мкм.
- улучшенные условия труда.
Недостаток: значительная трудоемкость и сложность процесса, а также определенные трудности изготовления крупных отливок.
2.4 Изготовление отливок литьем в постоянные металлические формы (кокили)
Сущность - применяется многократно используемая литейная форма, которая формирует конфигурацию и свойства отливки.
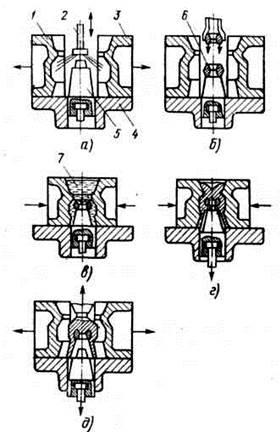
Рисунок 5 Схема изготовления отливки в металлической форме (кокиле): а - очистка полуформ; б - установка стержней; в - заливка расплава; г -частичное удаление металлического стержня; д - извлечение отливки
Технология получения отливки:
1. Подготовка полуформ. (очистка от грязи, масла, проверка смещений, центрирования и крепления подвижных частей кокилей, нанесение огнеупорного покрытия при t = 150…200 0С.)
2. Сборка полуформ и установка стержней
3. Заливка расплава
4. Предварительное извлечение стержня.
5. Удаление отливки из полуформ.
Применение: в условиях крупносерийного и массового производств. Отливки получают из чугуна, стали и цветных сплавов с толщиной стенок 3...100 мм и массой от десятков граммов до сотен килограммов.
Преимущества:
- Высока точность отливок JT12... 15, Rа = 25...2,5 мкм;
- стабильные механические свойства и плотность отливок;
- КВ.Г. = 75...90 %;
- уменьшение припусков на мех. обработку в 2…3 раза.
Недостаток: высокая стоимость кокиля, трудность получения тонкостенных отливок, сравнительно небольшое число заливок при изготовлении в нем стальных и чугунных отливок.
2.5 Изготовление отливок литьем под давлением
Сущность -заключается в заполнении металлической формы (пресс-формы) расплавом под действием внешних сил; затвердевание отливки осуществляется под избыточным давлением.
Технология получения отливок
- заливка расплава;
- запрессовка расплава;
- извлечение отливки.
Преимуществапозволяют назначать припуски на механическую обработку не более 0,3... 1,0 мм. Часто литьем под давлением получают готовые детали.
Недостатки:
- высокая стоимость пресс-форм;
- возможность переработки ограниченной номенклатуры металлов и сплавов;
- ограниченные размеры и массы отливок.
2.6 Изготовление отливок центробежным литьем
Сущность -под действием центробежных сил, которые больше гравитационных, залитый во вращающуюся форму расплав равномерно распределяется по ее внутренней поверхности; после затвердевания образующиеся отливки имеют форму тел вращения (цилиндров, колец, труб).
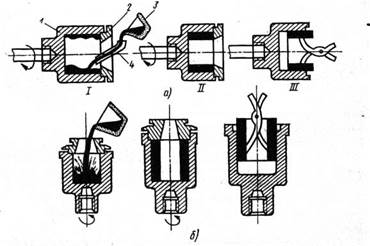
Рисунок 7. Схемы процесса получения отливок центробежным литьем: а - на машинах с горизонтальной осью вращения; б - с вертикальной осью вращения
Технология получения отливок:
Горячий расплав заливают цилиндрическую изложницу при этом она одновременно вращается вокруг своей оси. После затвердевания расплава останавливают вращение и вынимают отливку из изложницы.
Преимущества:
- хорошее заполнение формы расплавом;
- повышенная плотность отливок за счет уменьшения пор, раковин и других дефектов;
- высокие механические свойства отливок;
- возможность получения отливок из двух и более металлов, располагающихся слоями.
Недостатки
- загрязнение внутренней поверхности отливок неметаллическими включениями;
- получение неровной внутренней поверхности отливок;
- введение для внутренних размеров сравнительно больших припусков на механическую обработку.
- точность отливок достигает JT12...14, Ra = 12,5...1,25 мкм.
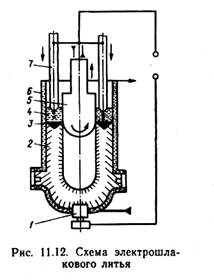
2.7 Изготовление отливок электрошлаковым литьем
Сущностьспособа заключается в том, что плавление металла совмещается по времени и месту с заполнением литейной формы, при этом осуществляется последовательное наплавление отливки.
Получаемые отливки имеют механические свойства более высокие, чем поковки. Поверхность отливки получается чистой, часто отпадает необходимость в механической обработке.
ЭШЛ из сталей и сплавов получают крупные заготовки цилиндров, труб, прокатных валков, коленчатых валов и др.
Механизация и автоматизация процессов получения отливок
Под механизацией технологических процессов обычно понимают замену человеческого труда работой машин. Создание специальных механизмов и приспособлений, основное назначение которых - замена вспомогательных ручных действий рабочих, позволяет повысить производительность труда.

 Свойства и материалы (сплавы) для получения отливок
Свойства и материалы (сплавы) для получения отливок
Все материалы для получения отливок должны обладать следующими свойствами:
- жидкотекучестью;
- объемной и линейной усадкой;
- трещиноустойчивостью;
- газонасыщенностью;
- ликвацией;
Жидкотекучестью называется способность сплавов течь и заполнять литейную форму. Для измерения жидкотекучести изготовляют специальные прутковые пробы, а в случае заполнения в форме тонких рельефов - клиновую или шариковую пробы.
Усадкой называется уменьшение объема и линейных размеров отливки при ее формировании, а также охлаждении с температуры заливки до температуры окружающей среды. Изменение объема сплава в процессе усадки отливки характеризуется наружной усадкой, усадочной раковиной и пористостью.
Трещиноустойчивостью называется способность сплава противостоять образованию трещин в отливках (горячие, холодные).
Усадка и трещиноустойчивость сплавов определяются на специальных образцах.
Газонасыщение литейных сплавов возможно за счет попадания газов из шихтовых материалов и атмосферы, а также возникающих в процессе взаимодействия расплава с литейной формой. Газонасыщение отливок определяется на специальных образцах по газовой пористости или химическим анализом.
В зависимости от конструктивного назначения, эксплуатационных требований, геометрической формы и габаритов отливки используют следующие материалы:
1. Чугун.Самый дешевый из всех материалов. Доля чугунных отливок в машиностроении 50 %. Чугун обладает способностью рассеивать колебания при переменных и циклических нагрузках – называется циклическая вязкость.
По физико-механическим свойствам характеристикам серые чугуны делятся на:
а) малой прочности;
б) средней прочности;
в) повышенной прочности;
г) высокой прочности.
10 марок серых конструкционных чугунов: СЧ 00, СЧ 12-28, СЧ 15-32, СЧ 18-36, СЧ 21-40, СЧ 24-44, СЧ 28-48, СЧ 32 – 52, СЧ 35-56, СЧ 38-60.
«СЧ» - серый чугун;
«первое число» - предел прочности при растяжении в кг/мм2;
«второе число» - предел прочности при изгибе в кг/мм2.
Литейные чугуны по микроструктуре делятся – белые чугуны (цементит и перлит), перлитные чугуны (перлит и графит), ферритный чугун (феррит и графит).
Марки ковких литейных чугунов: КЧ 37-12, КЧ 35-10, КЧ 33-8 и.т.д.
«КЧ» - ковкий чугун;
«первое число» - предел прочности при растяжении в кг/мм2;
«второе число» - относительное удлинение в %.
2. Сталь.Для отливок применяют углеродистые стали и они делятся на три группы:
а) стали нормального качества;
б) стали повышенного качества;
в) сталь особого качества.
Марки: Сталь 15Л – отливки якори, корпусы электродвигателей, полюсы.
Сталь 25Л – колеса автосцепок, буксы, стаканы и др.
Сталь 35 Л - зубчатые колеса, червяки, станины и др.
Сталь 45 Л – валки, шнеки, зубчатых колес, плит, бегунов, деталей работающих на износ и больших нагрузок.
Сталь 55 Л – литые инструменты, детали металлургического оборудования.
Микроструктура стали – феррит и перлит.
Качество стальных отливок уступает. В процессе литья сталь склонна к образованию усадочных раковин и трещин. Усадка доходит до 2,5 %.
Применяются и легированные литейные стали: 15Х25ТЛ, 09Х16Н4БЛ, 08Х17634В5ТЗЮ2Л, 12Х18Н9ТЛ и др. Легированные стали используют для литья турбинных лопаток, клапанов арматуры и других ответственных деталей.
3. Цветные металлы:
В производственной практике применяется пять групп литейных алюминиевых сплавов. Это А1 - Si, А1 – Си - Si, А1 - Си, А1 - Mg и сложнолегированные сплавы.
Сплавы системы А1- Si (силумины марок АЛ2, АЛ4, АЛ9) обладают наилучшими литейными свойствами, например усадка составляет 0,8...1,1 %, поэтому они получили наибольшее распространение.
Лучшими литейными магниевыми сплавам и являются сплавы системы Mg—Al—Zr марок МЛ5 и МЛ6.
Около 40 % отливок из магниевых сплавов получают литьем в постоянные формы (в кокиль и под давлением).
Для плавки медных сплавов применяют отражательные, электродуговые и индукционные печи. Плавка ведется на воздухе, в среде защитных газов и в вакууме.
Около 80 % отливок получают литьем в разовые формы (песчаные, оболочковые, по выплавляемым моделям), остальные - в постоянные (в кокиль, под давлением, центробежное литье).
Основным литейным титановым сплавом считается сплав ВТ5Л, обладающий хорошими механическими и литейными свойствами. Кроме того, применяются сплавы ВТ1Л, ВТ6Л, ВТ14Л и др.
Титановые сплавы имеют литейную усадку 1,5% при литье в керамические и 2...2,3%—в металлические формы.
Контроль качества отливок. Способы исправления литейных дефектов
По дефектам отливок судят о их качестве. Разделяют наружные (песчаные раковины, перекосы, недоливы и др.) и внутренние (усадочные и газовые раковины, трещины и др.) дефекты.
Дефекты в отливках определяют визуально, с помощью люминесцентного контроля, магнитной или цветной дефектоскопии, рентгеноскопии, гамма-дефектоскопии, ультразвуковыми и другими методами.
Применяется несколько методов исправления дефектов в отливках. Замазками или мастиками проводят декоративное исправление незначительных поверхностных дефектов отливок. С целью устранения пористости отливки пропитывают различными составами. Раковины, трещины и сквозные отверстия на необрабатываемых в дальнейшем поверхностях отливки устраняют с помощью газовой или электрической сварки.
| <== предыдущая лекция | | | следующая лекция ==> |
| RAIN OF STONES REPORTED 5 страница | | | RAIN OF STONES REPORTED 7 страница |