Головна сторінка Випадкова сторінка
КАТЕГОРІЇ:
АвтомобіліБіологіяБудівництвоВідпочинок і туризмГеографіяДім і садЕкологіяЕкономікаЕлектронікаІноземні мовиІнформатикаІншеІсторіяКультураЛітератураМатематикаМедицинаМеталлургіяМеханікаОсвітаОхорона праціПедагогікаПолітикаПравоПсихологіяРелігіяСоціологіяСпортФізикаФілософіяФінансиХімія
RAIN OF STONES REPORTED 7 страница
Дата добавления: 2015-10-15; просмотров: 553
|
|
- Формовочные смеси;
- Стержневые смеси;
- Облицовочные смеси;
- Наполнительные смеси;
4. Литниковая система.Это система каналов и резервуаров, необходимых для подачи расплавленного металла в полсть отливки.
2.1 Литье в песчаных формах.
Сущность получения отливки в песчаных формах состоит в том, что жидкий расплавленный металл заливают в заранее приготовленную форму изготовленного на основе песка и глины.

Рисунок 1. Схема изготовления литейной формы по разъемной модели: а - формовка нижней опоки; б - формовка верхней опоки; в - установка стержня; г - готовая форма;
2.2 Литье в оболочковые формы
Сущность - заливка расплава в тонкую оболочковую форму, состоящую из двух предварительно скрепленных полуформ.
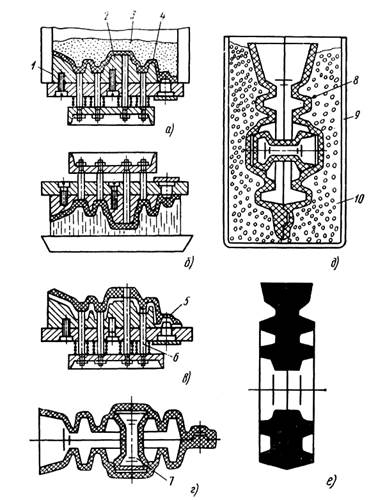
Рисунок 2. Схема изготовления оболочковой формы: а - формирование оболочки; б - удаление смеси; в - съем оболочки; г - сборка формы; д - укрепление формы; с - готовая отливка.
Технология получения отливки:
1. Формирование оболочки (нагрев модельной плиты и моделью литниковой системы до 200…250 0С; нанесение песчано-смолистой смеси с последующей выдержкой; нагрев в печи до 280…300 0С.
2. Съем оболочки – полуформы;
3. Сборка формы (соединение двух полуформ);
4. Укрепление формы (засыпка формовочной смесью);
5. Заливка горячего металла;
6. Охлаждение металла и выбивка отливки из полуформы;
Выбивка и очистка отливок при литье в оболочковые формы являются нетрудоемкими операциями, так как на отливках отсутствует пригар, а литники и прибыли имеют малые размеры. Оболочковые формы легко разрушаются из-за выгорания смол в процессе заливки расплава, из них извлекаются отливки. Отработанную смесь и упрочняющую засыпку регенерируют, освежают и вновь возвращают на поток.
Применение: крупносерийное и массовое производство; (процесс высокомеханизированный автоматизированный) получают детали автомобилей и тракторов, сельскохозяйственных и текстильных машин из чугуна, сталей и цветных сплавов массой 5...15 кг (в отдельных случаях она может достигать 100...150 кг).
Преимущества:
- высокая точность отливок до JT12...13, низкая шероховатость поверхности Ra=40...2,5 мкм;
- низкий расход формовочной смеси (в сравнении с литьем в обычные песчаные формы);
- высокая производительность труда;
- снижение брака в 1,5...2 раза (по сравнению с литьем песчаной форме).
При литье в оболочковые формы по сравнению с литьем в песчаные формы ↑ КВ.Г., за счет ↓ ´ 2 раза h МЕХ. ОБ-КУ и ↑ КИМ. Так, при чугунном литье КИМ = 0,85 … 0,90.
Недостаток: большая стоимость песчано-смоляных смесей.
2.3 Литье по выплавляемым моделям
Сущность – заливка расплавом неразъемной керамической оболочковой формы, получаемой из жидких формовочных смесей по точной, также неразъемной разовой модели из пластичных материалов (воск и др.).

Рисунок 3 Схема изготовления формы по выплавляемым моделям: а - готовая деталь; б - изготовление модели; в - блок моделей; г - нанесение суспензии; д - обсыпка песком; е - удаление моделей; ж - заливка расплава.
Технология получения отливки:
1. Изготовление модели и соединение их блоки (модели из пластичных материалов из воска, модельных составов ПС – 50% парафин, 50% стеарин);
2. Нанесение суспензии (опускание моделей в ванну с суспензией);
3. Обсыпка песком (осыпают модели песком);
4. Удаление моделей (вплавление модели горячей водой или паром);
5. Укрепление модели. устанавливают модель в контейнер и засыпают огнеупорным песком, далее прокаливают модель в печи нагревая до t = 800 0С.)
6. Заливка расплава (заполнение формы жидким металлом);
7. Охлаждение расплава.
Применение: изготовление отливок сложной формы.
Преимущества:
- возможность получение сложных отливок из трудных для механической обработки металлов, тонкостенные (до 0,3 мм) отливки массой от нескольких граммов до десятков килограммов практически из любых металлов и сплавов.
- экономия 1,5...2 т проката на тонну литья. ↑ КИМ = 0,182 … 0,754.
- низкий расход металла, трудоемкость механической обработки и себестоимость деталей на 22...80 %;
- высокая точность отливок JT 9…10, Rа = 25...1,25 мкм.
- улучшенные условия труда.
Недостаток: значительная трудоемкость и сложность процесса, а также определенные трудности изготовления крупных отливок.
2.4 Изготовление отливок литьем в постоянные металлические формы (кокили)
Сущность - применяется многократно используемая литейная форма, которая формирует конфигурацию и свойства отливки.
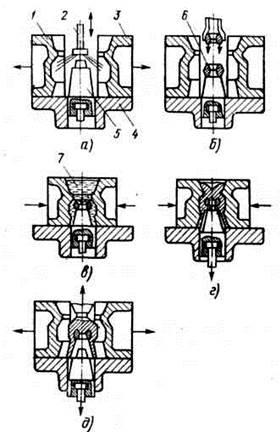
Рисунок 5 Схема изготовления отливки в металлической форме (кокиле): а - очистка полуформ; б - установка стержней; в - заливка расплава; г -частичное удаление металлического стержня; д - извлечение отливки
Технология получения отливки:
1. Подготовка полуформ. (очистка от грязи, масла, проверка смещений, центрирования и крепления подвижных частей кокилей, нанесение огнеупорного покрытия при t = 150…200 0С.)
2. Сборка полуформ и установка стержней
3. Заливка расплава
4. Предварительное извлечение стержня.
5. Удаление отливки из полуформ.
Применение: в условиях крупносерийного и массового производств. Отливки получают из чугуна, стали и цветных сплавов с толщиной стенок 3...100 мм и массой от десятков граммов до сотен килограммов.
Преимущества:
- Высока точность отливок JT12... 15, Rа = 25...2,5 мкм;
- стабильные механические свойства и плотность отливок;
- КВ.Г. = 75...90 %;
- уменьшение припусков на мех. обработку в 2…3 раза.
Недостаток: высокая стоимость кокиля, трудность получения тонкостенных отливок, сравнительно небольшое число заливок при изготовлении в нем стальных и чугунных отливок.
2.5 Изготовление отливок литьем под давлением
Сущность -заключается в заполнении металлической формы (пресс-формы) расплавом под действием внешних сил; затвердевание отливки осуществляется под избыточным давлением.
Технология получения отливок
- заливка расплава;
- запрессовка расплава;
- извлечение отливки.
Преимуществапозволяют назначать припуски на механическую обработку не более 0,3... 1,0 мм. Часто литьем под давлением получают готовые детали.
Недостатки:
- высокая стоимость пресс-форм;
- возможность переработки ограниченной номенклатуры металлов и сплавов;
- ограниченные размеры и массы отливок.
2.6 Изготовление отливок центробежным литьем
Сущность -под действием центробежных сил, которые больше гравитационных, залитый во вращающуюся форму расплав равномерно распределяется по ее внутренней поверхности; после затвердевания образующиеся отливки имеют форму тел вращения (цилиндров, колец, труб).
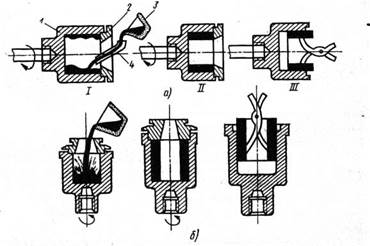
Рисунок 7. Схемы процесса получения отливок центробежным литьем: а - на машинах с горизонтальной осью вращения; б - с вертикальной осью вращения
Технология получения отливок:
Горячий расплав заливают цилиндрическую изложницу при этом она одновременно вращается вокруг своей оси. После затвердевания расплава останавливают вращение и вынимают отливку из изложницы.
Преимущества:
- хорошее заполнение формы расплавом;
- повышенная плотность отливок за счет уменьшения пор, раковин и других дефектов;
- высокие механические свойства отливок;
- возможность получения отливок из двух и более металлов, располагающихся слоями.
Недостатки
- загрязнение внутренней поверхности отливок неметаллическими включениями;
- получение неровной внутренней поверхности отливок;
- введение для внутренних размеров сравнительно больших припусков на механическую обработку.
- точность отливок достигает JT12...14, Ra = 12,5...1,25 мкм.
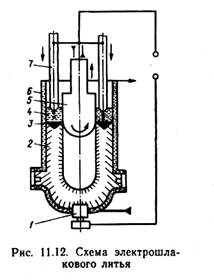
2.7 Изготовление отливок электрошлаковым литьем
Сущностьспособа заключается в том, что плавление металла совмещается по времени и месту с заполнением литейной формы, при этом осуществляется последовательное наплавление отливки.
Получаемые отливки имеют механические свойства более высокие, чем поковки. Поверхность отливки получается чистой, часто отпадает необходимость в механической обработке.
ЭШЛ из сталей и сплавов получают крупные заготовки цилиндров, труб, прокатных валков, коленчатых валов и др.
Механизация и автоматизация процессов получения отливок
Под механизацией технологических процессов обычно понимают замену человеческого труда работой машин. Создание специальных механизмов и приспособлений, основное назначение которых - замена вспомогательных ручных действий рабочих, позволяет повысить производительность труда.

 Свойства и материалы (сплавы) для получения отливок
Свойства и материалы (сплавы) для получения отливок
Все материалы для получения отливок должны обладать следующими свойствами:
- жидкотекучестью;
- объемной и линейной усадкой;
- трещиноустойчивостью;
- газонасыщенностью;
- ликвацией;
Жидкотекучестью называется способность сплавов течь и заполнять литейную форму. Для измерения жидкотекучести изготовляют специальные прутковые пробы, а в случае заполнения в форме тонких рельефов - клиновую или шариковую пробы.
Усадкой называется уменьшение объема и линейных размеров отливки при ее формировании, а также охлаждении с температуры заливки до температуры окружающей среды. Изменение объема сплава в процессе усадки отливки характеризуется наружной усадкой, усадочной раковиной и пористостью.
Трещиноустойчивостью называется способность сплава противостоять образованию трещин в отливках (горячие, холодные).
Усадка и трещиноустойчивость сплавов определяются на специальных образцах.
Газонасыщение литейных сплавов возможно за счет попадания газов из шихтовых материалов и атмосферы, а также возникающих в процессе взаимодействия расплава с литейной формой. Газонасыщение отливок определяется на специальных образцах по газовой пористости или химическим анализом.
В зависимости от конструктивного назначения, эксплуатационных требований, геометрической формы и габаритов отливки используют следующие материалы:
1. Чугун.Самый дешевый из всех материалов. Доля чугунных отливок в машиностроении 50 %. Чугун обладает способностью рассеивать колебания при переменных и циклических нагрузках – называется циклическая вязкость.
По физико-механическим свойствам характеристикам серые чугуны делятся на:
а) малой прочности;
б) средней прочности;
в) повышенной прочности;
г) высокой прочности.
10 марок серых конструкционных чугунов: СЧ 00, СЧ 12-28, СЧ 15-32, СЧ 18-36, СЧ 21-40, СЧ 24-44, СЧ 28-48, СЧ 32 – 52, СЧ 35-56, СЧ 38-60.
«СЧ» - серый чугун;
«первое число» - предел прочности при растяжении в кг/мм2;
«второе число» - предел прочности при изгибе в кг/мм2.
Литейные чугуны по микроструктуре делятся – белые чугуны (цементит и перлит), перлитные чугуны (перлит и графит), ферритный чугун (феррит и графит).
Марки ковких литейных чугунов: КЧ 37-12, КЧ 35-10, КЧ 33-8 и.т.д.
«КЧ» - ковкий чугун;
«первое число» - предел прочности при растяжении в кг/мм2;
«второе число» - относительное удлинение в %.
2. Сталь.Для отливок применяют углеродистые стали и они делятся на три группы:
а) стали нормального качества;
б) стали повышенного качества;
в) сталь особого качества.
Марки: Сталь 15Л – отливки якори, корпусы электродвигателей, полюсы.
Сталь 25Л – колеса автосцепок, буксы, стаканы и др.
Сталь 35 Л - зубчатые колеса, червяки, станины и др.
Сталь 45 Л – валки, шнеки, зубчатых колес, плит, бегунов, деталей работающих на износ и больших нагрузок.
Сталь 55 Л – литые инструменты, детали металлургического оборудования.
Микроструктура стали – феррит и перлит.
Качество стальных отливок уступает. В процессе литья сталь склонна к образованию усадочных раковин и трещин. Усадка доходит до 2,5 %.
Применяются и легированные литейные стали: 15Х25ТЛ, 09Х16Н4БЛ, 08Х17634В5ТЗЮ2Л, 12Х18Н9ТЛ и др. Легированные стали используют для литья турбинных лопаток, клапанов арматуры и других ответственных деталей.
3. Цветные металлы:
В производственной практике применяется пять групп литейных алюминиевых сплавов. Это А1 - Si, А1 – Си - Si, А1 - Си, А1 - Mg и сложнолегированные сплавы.
Сплавы системы А1- Si (силумины марок АЛ2, АЛ4, АЛ9) обладают наилучшими литейными свойствами, например усадка составляет 0,8...1,1 %, поэтому они получили наибольшее распространение.
Лучшими литейными магниевыми сплавам и являются сплавы системы Mg—Al—Zr марок МЛ5 и МЛ6.
Около 40 % отливок из магниевых сплавов получают литьем в постоянные формы (в кокиль и под давлением).
Для плавки медных сплавов применяют отражательные, электродуговые и индукционные печи. Плавка ведется на воздухе, в среде защитных газов и в вакууме.
Около 80 % отливок получают литьем в разовые формы (песчаные, оболочковые, по выплавляемым моделям), остальные - в постоянные (в кокиль, под давлением, центробежное литье).
Основным литейным титановым сплавом считается сплав ВТ5Л, обладающий хорошими механическими и литейными свойствами. Кроме того, применяются сплавы ВТ1Л, ВТ6Л, ВТ14Л и др.
Титановые сплавы имеют литейную усадку 1,5% при литье в керамические и 2...2,3%—в металлические формы.
Контроль качества отливок. Способы исправления литейных дефектов
По дефектам отливок судят о их качестве. Разделяют наружные (песчаные раковины, перекосы, недоливы и др.) и внутренние (усадочные и газовые раковины, трещины и др.) дефекты.
Дефекты в отливках определяют визуально, с помощью люминесцентного контроля, магнитной или цветной дефектоскопии, рентгеноскопии, гамма-дефектоскопии, ультразвуковыми и другими методами.
Применяется несколько методов исправления дефектов в отливках. Замазками или мастиками проводят декоративное исправление незначительных поверхностных дефектов отливок. С целью устранения пористости отливки пропитывают различными составами. Раковины, трещины и сквозные отверстия на необрабатываемых в дальнейшем поверхностях отливки устраняют с помощью газовой или электрической сварки.
Ложные друзья переводчика
Ложные друзья переводчика — слова, близкие по звучанию и написанию в разных языках, но имеющие различное значение. Многие из нас начинают изучать испанский как второй иностранный язык, после английского, который изучали в школе. В процессе изучения испанского иногда возникает путаница, например: глагол to come (англ.) - приходить, испанский глагол comer - обедать, принимать пищу. Этимология (происхождение) таких слов может быть абсолютно различной при случайном сходстве их произношения или написания, но также такие слова может связывать общее происхождение (ведь и английский, и испанский относятся к индоевропейской языковой семье). В случае общей этимологии с течением времени в одном языке иногда развивается одно значение слова, в другом языке- другое, и в наши дни эти значения могут оказаться совершенно различными. Для того чтобы избежать наиболее типичных ошибок, мы приводим список слов - "ложных друзей переводчика" для английского и испанского языка:
| Español | English | Español | English | |
| A | absorber | to engross | engrosar | to increase |
| abusar sexualmente | to molest | molestar | to annoy, to bother | |
| acertado, oportuno | apt | apto | able | |
| agarrar | to grab | grabar | to engrave; to record | |
| alcalde | mayor | mayor | bigger; older, elder | |
| alcance, registro, gama; cordillera | range | rango | rank | |
| alfombra, moqueta | carpet | carpeta | folder | |
| animar, motivar | to actuate | actuar | to perform | |
| anotar; grabar | to record | recordar | to remember, to remind | |
| anuncio publicitario | advertisement | advertencia | warning | |
| apoyar, ser fan (de) | to support | soportar | to endure, to put up with | |
| asco, repugnancia | disgust | disgusto | misfortune | |
| asignado | allocated | alocado | crazy | |
| asistir, presenciar | to attend | atender | to take care of | |
| atún | tuna | tuna | student music band | |
| ayudar | to assist | asistir | to attend | |
| azorado, -a | embarrassed | embarazada | pregnant | |

| ||||
| B | baja, víctima | casualty | casualidad | chance |
| barril, tonel | cask | casco | helmet; hull | |
| biblioteca | library | librería | bookshop | |
|
| ||||
| C | calumnia | aspersion | aspersión | sprinkling |
| campamento | camp | campo | field, countryside | |
| cansado | tired | tirado | very easy; dirt-cheap | |
| carbono | carbon | carbón | coal | |
| cargamento | cargo | cargo | job post, duty | |
| carreta | cart | carta | letter | |
| cena | dinner | dinero | money | |
| chalet | villa | villa | small town | |
| cinta | tape | tapa | lid; snack | |
| clase, nivel, curso | grade | grado | degree | |
| compasión | sympathy | simpatía | friendliness | |
| consejo | advice | aviso | notice, warning | |
| conservante | preservative | preservativo | condom | |
| conveniente | expedient | expediente | file, report | |
| cuartel | barracks | barraca | hut | |
| cuello (v.g. de camisa) | collar | collar | necklace | |
| cuerda, soga | rope | ropa | clothes | |
| cuerdo, sensato, en su sano juicio | sane | sano | healthy | |
| curriculum vitae | résumé | resumen | summary | |
|
| ||||
| D | darse cuenta | to realize | realizar | to make, to carry out |
| de hecho, en realidad | actually | actualmente | at present, nowadays | |
| dejar, abandonar, salir (de) | to quit | quitar | to remove, to put away | |
| delante de | in front of | enfrente de | opposite | |
| deleite, placer | delight | delito | minor crime | |
| desgracia, aflicción, tristeza profunda | misery | miseria | poverty | |
| desvío | diversion | diversión | amusement, fun | |
| dibujos animados | cartoon | cartón | cardboard | |
| director de orquesta; cobrador de un autobús | conductor | conductor | driver | |
| discusión | contention | contención | containing | |
| disputar, concursar | to contest | contestar | to answer | |
| dolor | pain | pena | pity | |
|
| ||||
| E | engaño | deception | decepción | disappointment |
| estreñido | constipated | constipado | having a cold | |
| estupendo, fantástico, maravilloso | terrific | terrorífico | terrifying, scaring | |
| éxito | success | suceso | event, happening | |
| extender, estirar | to stretch | estrechar | to narrow | |
| extravagante | bizarre | bizarro | brave | |
|
| ||||
| F | facultad, universidad | college | colegio | school |
| fanático, extremista | bigot | bigote | moustache | |
| fecha | date | dato | fact | |
| financiar | to fund | fundar | to found | |
| fingir, simular | to pretender | pretender | to try | |
| florero, jarrón | vase | vaso | glass | |
| fútbol americano | football | fútbol | soccer (football) | |
|
| ||||
| G | gasolina | petrol | petróleo | oil |
| gentil, elegante | gracious | gracioso | funny, amusing | |
| girar, dar vueltas | to revolve | revolver | to mess up | |
| global, exhaustivo | comprehensive | comprensivo | understanding | |
| globo | balloon | balón | ball | |
| gorra | cap | capa | cloak; layer | |
| grande | large | largo | long | |
| guión de película | scenario | escenario | stage | |
|
| ||||
| H | hábil, experto | adept | adepto | follower, supporter |
| hierba | grass | grasa | fat; grease | |
| himno religioso | hymn | himno | anthem (e.g. national) | |
| hipoteca | mortgage | mortaja | shroud | |
|
| ||||
| I | implicar, involucrar | to involve | envolver | to wrap, to cover |
| indignado | indignant | indignante | making (someone) indignant | |
| informal, descuidado | casual | casual | (by) chance | |
| inquilino | tenant | teniente | lieutenant | |
| insulso, insípido | bland | blando | soft | |
|
| ||||
| J | jabón | soap | sopa | soup |
| júbilo, alegría | jubilation | jubilación | retirement (from a job) | |
| juzgar, arbitrar | to adjudicate | adjudicar | to award | |
|
| ||||
| L | letrero, aviso | notice | noticia | news |
| locuaz, hablador | voluble | voluble | changeable | |
| lujo | luxury | lujuria | lust | |
|
| ||||
| M | maldición | curse | curso | course |
| mermelada; jaleo, alboroto | jam | jamón | (cured) ham | |
| mil millones (USA) | billion | billón | trillion (USA) | |
| mozo de cuerda | porter | portero | doorman, janitor (USA); goalkeeper | |
|
| ||||
| N | nicho | alcove | alcoba | bedroom |
| normal | regular | regular | poor, not very good, so-so | |
|
| ||||
| O | objetivo | target | tarjeta | card |
| ofender | to affront | afrontar | to face up to | |
| orden del día | agenda | agenda | diary | |
|
| ||||
| P | padres (el padre y la madre) | parents | parientes | relatives |
| poco hecho (plato de comida) | rare | raro | strange | |
| poco serio | flippant | flipante (coloquial) | thrilling, over the top | |
| producto, mercancía | commodity | comodidad | facility | |
| programación de estudios | curriculum | curriculum (vitae) | résumé | |
|
| ||||
| Q | quitar | to remove | remover | to stir |
|
| ||||
| R | real, verdadero | actual | actual | current |
| reanudar | to resume | resumir | to summarize | |
| rímel | mascara | máscara | mask | |
|
| ||||
| S | salida | exit | éxito | hit, success |
| sartén | pan | pan | bread | |
| sensato, prudente | sensible | sensible | sensitive | |
| soltero | bachelor | bachiller | A-level of studies | |
| sondar, investigar | to probe | probar | to prove, to test, to try | |
| sótano | basement | basamento | base of a column | |
| suave, con cuidado | gentle | gentil | pagan; graceful, polite | |
| suponer | to presume | presumir | to boast, to show off | |
|
| ||||
| T | tarifa | rate | rato | while, short time |
| taza | cup | copa | glass, goblet | |
| tejido, tela | fabric | fábrica | factory | |
| totalmente, absolutamente | absolutely | en absoluto | not at all, absolutely not | |
| traducir | to translate | trasladar | to move | |
| trampa | trap | trapo | rag | |
| tranquilo, en silencio | quiet | quieto | still | |
|
| ||||
| U | uva | grape | grapa | staple, clip |
|
| ||||
| V | vagabundo | tramp | trampa | trap |
| violar sexualmente | to rape | rapar | to shave, to crop |
| <== предыдущая лекция | | | следующая лекция ==> |
| RAIN OF STONES REPORTED 6 страница | | | RAIN OF STONES REPORTED 8 страница |