Описание выпускаемой продукции
На предприятии выпускаются женские блузки для повседневной носки из хлопчатобумажной ткани (рис. 3.7).
Цвет блузок: белый, светло-серый, небесно-голубой, кремовый.
Воротник стояче-отложной, классический, с застежкой на одну пуговицу, декоративно отстроченный.
Перед блузки состоит из средней части полочек, притачных кокеток, цельнокроеного подборта на левой полочке и притачной планки на правой полочке с застежкой из пяти обметанных петель и пяти пуговиц, а также боковых частей полочек. На левой полочке карман с цельнокроеной обтачкой и клапаном.
Спинка составная: состоит из кокетки, средней части и боковых деталей спинки.
Рукава короткие, цельнокроеные, втачные.
Низ блузки и рукавов декоративно отстрочен на расстоянии 2 см от края.
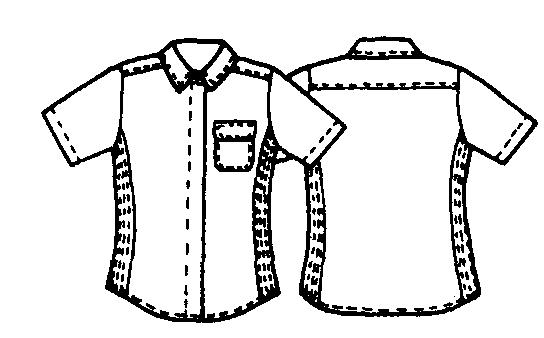
Рис. 3.7. Эскиз женской блузы, модель 7
Т а б л и ц а 3. 19. Деталировка женской блузы, модель 7
| № п/п
| Наименова-ние детали
| Количество деталей в изделии
| Эскиз детали
| Наименование срезов
| |
|
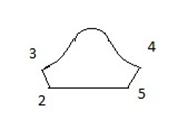
Спинка (а)
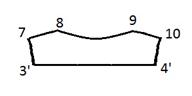
Кокетка (б)
|
|  
| (а) 1-2, 5’-6’ – боковой срез
2-3, 4-5’ – срез проймы
3-4 – срез притачивания кокетки
1-6’ – срез низа
(б) 3’-7, 10-4’ – срез проймы
7-8, 9-10 – плечевой срез
8-9 – срез горловины
3’-4’ – срез притачивания к спинке
| |
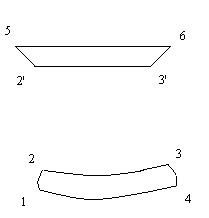
| Боковая деталь спинки
|
|  
| 6’-5’ – срез притачивая боковой детали спинки
5’-5 – срез проймы
5-6 – боковой срез
6-6’ – срез низа
| |
| Полочка
|
|  
| 1-2 – срез притачивания боковой детали полочки
2-3 – срез проймы
3-4 –срез притачивания кокетки
4-5 – срез горловины
5-6 – притачивания планки
1-6 – срез низа
|
Продолжение табл. 3.19
Окончание табл. 3.19
| № п/п
| Наименова-ние детали
| Количество деталей в изделии
| Эскиз детали
| Наименование срезов
| |
| Клапан
|
| 
|
| |
| Планка полочки
|
| 
|
|
Т а б л и ц а 3.20. Технологическая последовательность обработки
женской блузы
| № операции
|
Наименование
неделимой операции
| Способ выполнения операции
|
Раз-ряд
|
Норма времени, с
|
Оборудование, приспособления
| |
| Проверка точности кроя, в том числе:
осноровка деталей
нумерация деталей.
|
Р
Р
|
|
|
Мел, лекало
| | Заготовительные операции
| | Обработка кармана
| |
| Обметать верхний срез кармана
| М-Р
|
|
| МО-816
«Джукки»
| |
| Заутюжить карман
| У
|
|
| Э/п утюг
| | Обработка клапана
| |
| Заутюжить клапан по сгибу
| У
|
|
| Э/п утюг
| |
| Проложить отделочную строчку по клапанам
| М-Р
|
|
| 481-731 «Пфафф»
| | Обработка полочек
| |
| Притачать к средней части полочек боковые детали
| М-Р
|
|
| МО-816
«Джуки»
| |
| Приутюжить швы притачивания боковых деталей на полочки
| Р
|
|
| Э/п утюг
|
Продолжение табл. 3.20
| № операции
|
Наименование
неделимой операции
| Способ выполнения операции
|
Раз-ряд
|
Норма времени, с
|
Оборудование, приспособления
| |
| Проложить отделочную строчку по полочке
| М-Р
|
|
| 481-731 «Пфафф»
| |
| Притачать прямые кокетки к полочкам
| М-Р
|
|
| МО-816
«Джуки»
| |
| Проложить отделочную строчку по кокеткам
| М-Р
|
|
| 481-731 «Пфафф»»
| |
| Приутюжить швы притачивания кокеток к полочкам
| Р
|
|
| Э/п утюг
| |
| Проложить отделочную строчку
| М-Р
|
|
| 481-731 «Пфафф»
| |
| Приклеить прокладку на подборт левой полочки и заутюжить подборт на полочку
| Р
|
|
| Э/п утюг
| |
| Обметать подборт левой полочки
| М-Р
|
|
| МО-816
«Джукки»
| |
| Приклеить прокладку на планку
| Р
|
|
| Э/п утюг
| |
| Заутюжить планку по линии перегиба по надсечкам
| М-Р
|
|
| Э/п утюг
| |
| Обтачать борт планкой
| М-Р
|
|
| 563 «Пфафф»
| |
| Заутюжить шов притачивания планки
| Р
|
|
| Э/п утюг
| |
| Высечь швы в углах, вывернуть, выправить и приутюжить
| Р
|
|
| Э/п утюг
| |
| Настрочить карман на полочку
| М-Р
|
|
| 481-731 «Пфафф»
| |
| Настрочить клапан
| М-Р
|
|
| 481-731 «Пфафф»
| | Обработка спинки
| |
| Притачать к средней части спинки боковые детали
| М-Р
|
|
| МО-816
«Джуки»
| |
| Приутюжить швы притачивания боковых деталей на спинку
| Р
|
|
| Э/п утюг
|
Продолжение табл. 3.20
| № операции
|
Наименование
неделимой операции
| Способ выполнения операции
|
Раз-ряд
|
Норма времени, с
|
Оборудование, приспособления
| |
| Проложить отделочную строчку по спинке
| М-Р
|
|
| 481-731 «Пфафф»
| |
| Притачать кокетку к спинке
| М-Р
|
|
| 487-706/8 «Пфафф»
| | Обработка воротника
| |
| Приклеить прокладку к воротнику
| Р
|
|
| Э/п утюг
| |
| Обтачать верхний воротник нижним
| М-Р
|
| 36, 75
| 563 «Пфафф»
| |
| Вывернуть воротник, выправляя углы
| Р
|
|
| Колышек
| |
| Приутюжить воротник
| Р
|
|
| Э/п утюг
| |
| Обтачать верхнюю и нижнюю стойку с воротником
| М-Р
|
|
| 830-103 «Некки»
| |
| Вывернуть стойку
| Р
|
|
| Колышек
| |
| Приутюжить стойку
| Р
|
|
| Э/п утюг
| |
| Пристрочить отделочную строчку по воротнику и линии перегиба стойки
| М-Р
|
|
| 830-103 «Некки»
| |
| Обметать петлю по стойке воротника
| М-Р
|
|
| 782 «Джуки»
| | Монтажные операции
| |
| Стачать плечевые швы
| М-Р
|
|
| МО-816
«Джуки»
| |
| Заутюжить плечевые швы
| Р
|
|
| Э/п утюг
| |
| Втачать воротник в горловину изделия
| М-Р
|
|
| 563 «Пфафф»
| |
| Настрочить верхний воротник по горловине спинки
| М-Р
|
|
| 563 «Пфафф»
| |
| Стачать боковые швы изделия, вставляя фирменную ленту
| М-Р
|
|
| МО-816
«Джуки»
| |
| Втачать рукава в пройму по строчке сборки рукава
| М-Р
|
|
| МО-816
«Джуки»
| |
| Разложить изделие на столе и подрезать срез низа
| Р
|
|
| Ножницы, стол
|
Окончание табл. 3.20
| № операции
|
Наименование
неделимой операции
| Способ выполнения операции
|
Раз-ряд
|
Норма времени, с
|
Оборудование, приспособления
| |
| Подшить низ изделия
| М-Р
|
|
| 285 «ПМК»
| | Отделка
| |
| Наметить месторасположение петель
| Р
|
|
| Мел. Лекало
| |
| Обметать петли
| М-Р
|
|
| 782 «Джуки»
| |
| Наметить месторасположение пуговиц
| Р
|
|
| Мел, лекало
| |
| Пришить пуговицы
| М-Р
|
|
| 372 «Джуки»
| |
| Застегнуть пуговицы
| Р
|
|
| -
| |
| 0кончательное ВТО
| М-Р
|
|
| «Макпи»
| |
| Очистить изделие от производственного мусора
| Р
|
|
| -
| |
| Вычистить изделие химическим способом
| Р
|
|
| -
| |
| Навесить торговый ярлык с памяткой
| Р
|
|
| -
| |
| 3авязать узел на нити подвешивания ярлыка
| Р
|
|
| -
| |
| Подобрать изделие в партию по маршрутному листу
| Р
|
|
| -
| |
| ИТОГО:
|
|
|
|
|
Т а б л и ц а 3.21. Технологическая характеристика
проектируемых швейных машин
| Наименование оборудования
| Фирма
изготовитель
| Класс, тип, модель
| Техническая характеристика
| | Стачивающее-обметочная машина
| «Джуки»,
Япония
| МО-816
| Скорость 6500  , расстояние между иглами 3, 2 мм, ширина обметки до 5 мм, длина стежка 0, 3-0, 4 мм , расстояние между иглами 3, 2 мм, ширина обметки до 5 мм, длина стежка 0, 3-0, 4 мм
| | Стачивающая машина
| «Пфафф»
Германия
|
| Автоматическая обрезка нити, скорость 6400 , длина стежка до 8 мм
|
Окончание табл.3.21
| Наименование оборудования
| Фирма
изготовитель
| Класс, тип, модель
| Техническая характеристика
| | Стачивающая машина
| «Пфафф» Германия
| 481-731
| 2-ниточный челночный стежок с нижним и верхним транспортером, автоматическая закрепка, электронное управление двигателем, скорость 5000 , длина стежка 4, 6 мм, ширина подгиба 8, 1-12 мм
| | Полуавтомат для изговления петель
| «Джуки»
Япония
|
| 2-ниточный челночный стежок, скорость 3200  , длина петли 6.4-24.4 мм , длина петли 6.4-24.4 мм
| | Полуавтомат для пришивания пуговиц
| Джуки»
Япония
|
| 1-ниточный цепной стежок, размер пуговиц 9-27 мм, подъем пуговицедержателя, скорость 1500
| | Стачивающая машина
| «Некки»
Италия
| 830-103
| Скорость 5000 , длина стежка 3-8 мм, автоматический подъем лапки 5 мм
| | Стачивающая машина
| «Пфафф» Германия
| 487-706/8
| 2-ниточный челночный стежок с нижним транспортером, устройство обрезки нити, автоматический подъем лапки, автоматическая закрепка, скорость до 5000 , длина стежка 4, 5 мм
| | Паровоздушный манекен
| «Макпи»
Италия
|
| Поясной манекен (телосложения взрослого человека). Используется с подачей пара и без него. Увеличивает производительность труда на 41 %
| | Подшивная машина (подшивание низа)
| «ПМК»
Россия
|
| Скорость 3200 , длина стежка до 2, 7 мм, толщина сшиваемого пакета 0, 8 мм, автоматическая обрезка ниток, автоматический подъем лапки и останов в верхнем положении, стежок 1-ниточный цепной, потайной
|
Вариант 8

Обзор компонентов Multisim Компоненты – это основа любой схемы, это все элементы, из которых она состоит. Multisim оперирует с двумя категориями...
|

Композиция из абстрактных геометрических фигур Данная композиция состоит из линий, штриховки, абстрактных геометрических форм...
|

Важнейшие способы обработки и анализа рядов динамики Не во всех случаях эмпирические данные рядов динамики позволяют определить тенденцию изменения явления во времени...
|

ТЕОРЕТИЧЕСКАЯ МЕХАНИКА Статика является частью теоретической механики, изучающей условия, при которых тело находится под действием заданной системы сил...
|
Конституционно-правовые нормы, их особенности и виды Характеристика отрасли права немыслима без уяснения особенностей составляющих ее норм...
Толкование Конституции Российской Федерации: виды, способы, юридическое значение Толкование права – это специальный вид юридической деятельности по раскрытию смыслового содержания правовых норм, необходимый в процессе как законотворчества, так и реализации права...
Значення творчості Г.Сковороди для розвитку української культури Важливий внесок в історію всієї духовної культури українського народу та її барокової літературно-філософської традиції зробив, зокрема, Григорій Савич Сковорода (1722—1794 pp...
|
Демографияда "Демографиялық жарылыс" дегеніміз не? Демография (грекше демос — халық) — халықтың құрылымын...
Субъективные признаки контрабанды огнестрельного оружия или его основных частей
Переходя к рассмотрению субъективной стороны контрабанды, остановимся на теоретическом понятии субъективной стороны состава преступления...
ЛЕЧЕБНО-ПРОФИЛАКТИЧЕСКОЙ ПОМОЩИ НАСЕЛЕНИЮ В УСЛОВИЯХ ОМС 001. Основными путями развития поликлинической помощи взрослому населению в новых экономических условиях являются все...
|
|