На предприятии выпускаются женские блузки для повседневной носки из хлопчатобумажной ткани прямого силуэта (рис. 3.10).
Цвет блузок: белый, светло-серый, небесно-голубой, кремовый.
Воротник стояче-отложной, с застежкой на одну пуговицу.
На переде блузы имеется карман и втачная планка с застежкой из трех обметанных петель для трех пуговиц.
Рукава длиной 3/4, втачные, с манжетами с разрезом.
Спинка и полочки цельнокроеные.
По краям манжет, планки и низу изделия проложена отделочная строчка на расстоянии 3- 5 мм от края.
Рисунок 4 – Женская блуза, модель 10
Т а б л и ц а 3.28. Деталировка женской блузы, модель 10
| № п/п
| Наименова-ние детали
| Количество деталей в изделии
| Эскиз детали
| Наименование срезов
|
|
|
Спинка
|
|  
| 1-2, 7-8 – боковой срез
2-3, 6-7 – срез проймы
3-4, 5-6 – плечевой срез
4-5 – срез горловины
1-8 – срез низа
|
|
| Полочка
|
|  
| 1-2, 8-9 – боковой срез
2-3, 7-8 – срез проймы
3-4, 6-7 – плечевой срез
4-5, 5-6 – срез горловины
1-9 – срез низа
|
|
| Рукав
|
|  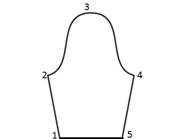
| 2-3, 3-4 –срез оката
1-2, 4-5 – передний срез
1-5 – срез низа
|
|
| Карман
|
| 
|
|
|
| Планка полочки
|
| 
|
|
Окончание табл. 3.28
| № п/п
| Наименова-ние детали
| Количество деталей в изделии
| Эскиз детали
| Наименование срезов
|
|
|
Воротник
Стойка воротника
|
|   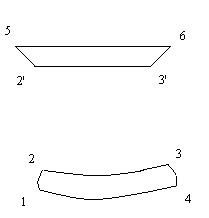
| 1-2, 3-4 – срезы концов стойки
2-3 – срез втачивания воротника
1-4 – срез горловины
2’-5, 3’-6 – срезы концов
5-6 – срез отлета
2’-3’ – срез втачивания в стойку
|
|
| Манжеты
|
| 
|
|
Т а б л и ц а 3.29. Технологическая последовательность обработки
женской блузы, модель 10
|
Наименование
неделимой операции
| Способ
выпол-
нения
операции
| Раз-ряд
|
Норма
времени
с.
| Оборудование, приспособления
|
| 1. Проверка точности края, в том числе
осноровка деталей
нумерация деталей
|
Р
Р
|
|
| Мел, лекало
|
| Заготовительные операции
|
| Обработка кармана
|
| 2. Обметать верхний срез кармана
| М-Р
|
|
| МО-816
«Джукки»
|
| 3. Заутюжить карман
| У
|
|
| Э/п утюг
|
| |
| Обработка переда
|
| 4. Приклеить прокладку на планку по линии перегиба по надсечкам
| Р
|
|
| Э/п утюг
|
| 5. Заутюжить планки по линии перегиба по надсечкам
| Р
|
|
| Э/п утюг
|
Продолжение табл. 3.29
|
Наименование
неделимой операции
| Способ
выпол-
нения
операции
| Раз-ряд
|
Норма
времени
с.
| Оборудование, приспособления
|
| 6. Обтачать перед планками
| М-Р
|
|
| 830-103
«Некки»»
|
| 7. Заутюжить шов притачивания планки
| Р
|
|
| Э/п утюг
|
| 8. Высечь швы в углах, вывернуть, выправить и приутюжить
| Р
|
|
| Э/п утюг
|
| 9.Обметать 3 петли на правой планке
| М-Р
|
|
| 3116 «Пфафф»
|
| 10. Нижние концы планок настрочить на перед
| М-Р
|
|
| 830-103
«Некки»»
|
| 11. Приутюжить швы вниз
| Р
|
|
| Э/п утюг
|
| 12. Отстрочить планку поперек на расстоянии 3 см от нижнего шва притачивания
| М-Р
|
|
| 830-103
«Некки»»
|
| 13.. Настрочить карман на левую половину переда
| М-Р
|
|
| 570 ПМК
|
| Обработка воротника
|
| 14. Приклеить прокладку к воротнику
| Р
|
|
| Э/п утюг
|
| 15. Обтачать верхний воротник нижним
| М-Р
|
|
| 563 «Пфафф»
|
| 16. Вывернуть воротник, выправляя углы
| Р
|
|
| Колышек
|
| 17. Приутюжить воротник
| Р
|
|
| Э/п утюг
|
| 18. Стачать верхнюю и нижнюю стойку с воротником
| М-Р
|
|
| 830-103 «Некки»
|
| 19. Вывернуть стойку
| Р
|
|
| Колышек
|
| 20. Приутюжить стойку
| Р
|
|
| Э/п утюг
|
| 21. Прострочить отделочную строчку по воротнику и линии перегиба стойки
| М-Р
|
|
| 830-103 «Некки»
|
| 22. Обметать петлю по стойке воротника
| М-Р
|
|
| 3116 «Пфафф»
|
| 23. Приклеить прокладку на воротник
| Р
|
|
| Э/п утюг
|
| 24. Обтачать воротник
| М-Р
|
| 42, 3
| 570 ПМК
|
| 25. Высечь швы в углах, вывернуть, приутюжить
| Р
|
|
| Э/п утюг
|
| Обработка манжет
|
Продолжение табл. 3.29
|
Наименование
неделимой операции
| Способ
выпол-
нения
операции
| Раз-ряд
|
Норма
времени
с.
| Оборудование, приспособления
|
| 26. Приклеить прокладки к манжетам
| Р
|
|
| Э/п утюг
|
| 27. Обтачать манжеты с двумя поворотами
| М-Р
|
|
| 563 «Пфафф»
|
| 28. Высечь швы в углах, вывернуть и приутюжить
| Р
|
|
| Э/п утюг
|
| 29. Прострочить строчку по краю манжет
| М-Р
|
|
| 563 «Пфафф»
|
| Обработка рукавов
|
| 30. Стачать нижние срезы рукавов
| М-Р
|
|
| МО-816 «Джуки»
|
| 31. Заутюжить швы рукавов
| Р
|
|
| Э/п утюг
|
| 32. Притачать манжеты к низу рукавов
| М-Р
|
| 48, 5
| 551/065 «Бразер»
|
| Монтажные операции
|
| 33. Стачать плечевые швы
| М-Р
|
| 37, 3
| 551/065 «Бразер»
|
| 34. Заутюжить плечевые швы
| Р
|
|
| Э/п утюг
|
| 35. Втачать воротник в горловину изделия
| М-Р
|
|
| 563 «Пфафф»
|
| 36. Настрочить верхний воротник по горловине спинки
| М-Р
|
|
| 563 «Пфафф»
|
| 37. Стачать боковые швы изделия, вложив фирменную ленту
| М-Р
|
| 47, 3
| 551/065 «Бразер»
|
| 38. Втачать рукава в пройму
| М-Р
|
| 76, 2
| 551/065 «Бразер»
|
| 39. Разложить изделие на столе и подрезать срез низа
| Р
|
|
| Ножницы, стол
|
| 40. Заутюжить низ изделия
| Р
|
|
| Э/п утюг
|
| 41. Подшить низ изделия
| М-Р
|
|
| 285 «ПМК»
|
| Отделка
|
| 42. Наметить месторасположение пуговиц
| Р
|
|
| Мел, лекало
|
| 43. Пришить пуговицы
| М-Р
|
|
| 3306 «Пфафф»
|
| 44. Застегнуть пуговицы
| Р
|
|
| -
|
| 45. Окончательно ВТО
| Р
|
| 50, 2
| Паровоздушный манекен «Макпи»
|
| 46. Очистить изделие от производственного мусора
| Р
|
|
| -
|
Окончание табл. 3.29
|
Наименование
неделимой операции
| Способ
выпол-
нения
операции
| Раз-ряд
|
Норма
времени
с.
| Оборудование, приспособления
|
| 47. Вычистить изделие химическим способом
| Р
|
|
| -
|
Т а б л и ц а 3.30. Технологическая характеристика
проектируемых швейных машин
| Наименование оборудования
| Фирма изготовитель
| Класс, тип, модель
| Техническая характеристика
|
| Стачивающее-обметочная машина
| «Джуки», Япония
| МО-816
| Скорость 6500  , расстояние между иглами 3, 2 мм, ширина обметки до 5 мм, длина стежка 0, 3-0, 4 мм , расстояние между иглами 3, 2 мм, ширина обметки до 5 мм, длина стежка 0, 3-0, 4 мм
|
| Полуавтомат для притачивания пуговиц
| «Пфафф» Германия
|
| 1-ниточный цепной стежок, пуговицы с 2 и 4 отверстиями, скорость 1800 , автоматическое включение, подъем и опускание пуговицедержателя
|
| Полуавтомат для изготовления петель
| «Пфафф» Германия
|
| 2-ниточный челночный стежок, скорость 3200 , длина петли 6, 4-24, 4 мм, 2 спаренные головки на одном месте
|
| Стачивающая машина
| «Некки» Италия
| 830-103
| Скорость 5000 , длина стежка 3-8 мм, автоматический подъем лапки 5 мм
|
| Стачивающая машина
| «Пфафф» Германия
|
| Автоматическая обрезка нити, скорость 6400 , длина стежка до 8 мм
|
| Полуавтомат для обтачивания клапанов карманов, манжет, воротников
| ПМК
|
| 2-ниточный челночный стежок, длина стежка 2 мм, детали клапанов обтачиваются в кассете. Повышает производительность труда на 35 %
|
Окончание табл.3.30
| Наименование оборудования
| Фирма изготовитель
| Класс, тип, модель
| Техническая характеристика
|
| Стачивающе-обмёточная машина
| «Бразер» Япония
| 551/065
| Скорость 7500  , длина стежка 0.3-4 мм, ширина обмётки до 5 мм, расстояние между иглами 3.2 мм , длина стежка 0.3-4 мм, ширина обмётки до 5 мм, расстояние между иглами 3.2 мм
|
| Подшивная машина (подшивание низа)
| «ПМК»
Россия
|
| Скорость 3200 , длина стежка до 2, 7 мм, толщина сшиваемого пакета 0, 8 мм, автоматическая обрезка ниток, автоматический подъем лапки и останов в верхнем положении, стежок 1-ниточный цепной, потайной
|
| Паровоздушный манекен
|
|
| Поясной манекен (телосложения взрослого человека). Используется с подачей пара и без него. Увеличивает производительность труда на 41 %
|
ЗАКЛЮЧЕНИЕ
В управленческой практике проблема организации производства пронизывает все сферы деятельности и поэтому является важной в формировании специалистов.
В процессе обучения студенты должны
· ознакомится с теоретическими основами организации производства;
· овладеть практическими навыками всех расчетов, связанных с организацией труда и производства на промышленных предприятиях.
Авторы считают, что предложенное учебное пособие поможет студентам, овладев знаниями теоретических основ организации производства, самостоятельно выполнить курсовое проектирование.
В результате полученных навыков они будут уметь
· использовать методы и инструменты организации производства в практической деятельности предприятия;
· организовать процесс производства в условиях современного предприятия.
Таким образом, полученные ими теоретические знания и навыки практической деятельности по совершенствованию организации производства помогут сформировать необходимые профессиональные знания у будущих менеджеров и экономистов.




