Описание выпускаемой продукции. Мужская сорочка модель 1для повседневной носки из хлопчатобумажной ткани прямого силуэта
Мужская сорочка модель 1 для повседневной носки из хлопчатобумажной ткани прямого силуэта.
Цвет мужских сорочек: белый, светло-серый, светло-голубой.
Воротник стояче-отложной, классический, с застежкой на одну пуговицу.
На переде сорочки на правой стороне имеется накладная кокетка полочки, а на левой стороне – накладной карман, застегивающийся на одну пуговицу и притачная планка с застежкой из пяти обметанных петель из пяти пуговиц.
Рукава длинные, втачные, на манжетах, застегивающихся на одну пуговицу. Разрез рукава обработан планкой.
Спинка составная. Состоит из кокетки и спинки.
Полочки цельнокройные.
По краям манжет, планки и низу изделия проложена отделочная строчка на расстоянии 3- 5 мм от края.
Эскиз модели приведен на рисунке 3.1.
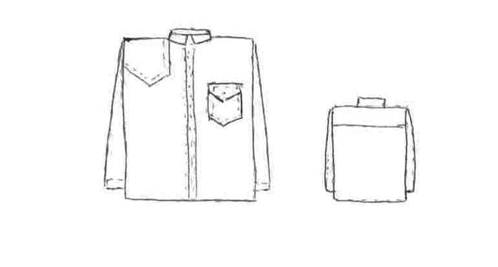
Рисунок 3.1. Эскиз мужской сорочки, модель 1
Т а б л и ц а 3.1.Деталировка мужской сорочки, модель 1
| № п/п
| Наименова-ние детали
| Количество деталей в изделии
| Эскиз детали
| Наименование срезов
| |
|
Спинка (а)
Кокетка (б)
|
|   
| (а) 1-2, 5-6 – боковой срез
2-3, 4-5 – срез проймы
3-4 – срез притачивания кокетки
1-6 – срез низа
(б) 3’-7, 10-4’ – срез проймы
7-8, 9-10 – плечевой срез
8-9 – срез горловины
3’-4’ – срез притачивания к спинке
| |
| Полочка
|
|  
| 1-2 – боковой срез
2-3 – срез проймы
3-4 – плечевой срез
4-5 – срез горловины
5-6 – притачивания планки
1-6 – срез низа
| |
| Накладная кокетка полочки
|
|  
| 1-2 – срез проймы
2-3 – плечевой срез
3-4, 4-5, 5-1 – срез кокетки (фигурный)
| |
| Клапан
|
| 
|
| |
| Карман
|
| 
|
|
Окончание табл. 3.1
| № п/п
| Наименова-ние детали
| Количество деталей в изделии
| Эскиз детали
| Наименование срезов
| |
| Рукав:
а) верхняя часть
б) нижняя часть
| 
|  
| 1-2, 4-5 – передний срез
2-3, 3'-4 – срез оката
3-6, 3’-6’ – локтевой срез
1-6, 6’-5 – срез низа
| |
|
Воротник
Стойка воротника
| 
| 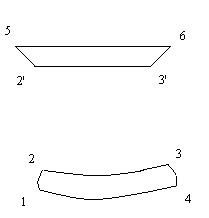
| 1-2, 3-4 – срезы концов стойки
2-3 – срез втачивания воротника
1-4 – срез горловины
2’-5, 3’-6 – срезы концов
5-6 – срез отлета
2’-3’ – срез втачивания в стойку
| |
|
Манжеты
|
| 
|
| |
| Планка полочки
|
| 
|
|
Т а б л и ц а 3.2. Технологическая последовательность обработки
мужской сорочки, модель 1
| № операции
| Наименование неделимой операции
| Способ выполнения операции
| Раз-ряд
| Норма времени, с
| Оборудование, приспособления
| |
| Запуск кроя
| Р
|
|
| -
| | Заготовительные операции
| | Обработка карманов
| |
| Обметать верхние срезы карманов
| М-Р
|
|
| МО-816 «Джукки»
| |
| Заутюжить карманы
| Р
|
|
| Э/п утюг
| |
| Пришить пуговицы на карманы
| М-Р
|
|
| 3306 «Пфафф»
| | Обработка клапанов
| |
| Заутюжить клапаны по сгибу
| Р
|
|
| Э/п утюг
| |
| Проложить отделочную строчку по клапанам
| М-Р
|
|
| 481-731 «Пфафф»
| |
| Выметать петли на клапанах
| М-Р
|
|
| 3116 «Пфафф»
| | Обработка кокетки полочки
| |
| Заутюжить кокетку полочки по лекалам
| Р
|
|
| Э/п утюг
| | Обработка полочек
| |
| Обметать правую полочку
| М-Р
|
|
| МО-816 «Джукки»
| |
| Приклеить прокладку на планку
| Р
|
|
| Э/п утюг
| |
| Притачать и настроить планку на левую полочку
| М-Р
|
|
| 830-103 «Некки»
| |
| Приутюжить планку
| Р
|
|
| Э/п утюг
| |
| Обметать 5 петель по полочке
| М-Р
|
|
| 3316 «Пфафф»
| |
| Настрочить карманы на полочку
| М-Р
|
|
| 481-731 «Пфафф»
| |
| Настрочить кокетку на правую полочку
| М-Р
|
|
| 481-731 «Пфафф»
| |
| Закрепить кокетку по пройме и по плечу
| М-Р
|
|
| 563 «Пфафф»
| |
| Пришить пуговицы на кокетку полочки
| М-Р
|
|
| 3306 «Пфафф»
| |
| Настрочить клапаны
| М-Р
|
|
| 481-731 «Пфафф»
| | Обработка спинки
| |
| Приточить кокетку к спинке
| М-Р
|
|
| 487-706/8 «Пфафф»
| Продолжение табл. 3.2
| № операции
| Наименование неделимой операции
| Способ выполнения операции
| Раз-ряд
| Норма времени, с
| Оборудование, приспособления
| | Обработка воротников
| |
| Приклеить прокладку к воротнику
| Р
|
|
| Э/п утюг
| |
| Обтачать нижний воротник нижним
| М-Р
|
|
| 563 «Пфафф»
| |
| Вывернуть воротник, выправляя углы
| Р
|
|
| Колышек
| |
| Приутюжить воротник
| Р
|
|
| Э/п утюг
| |
| Обтачать верхнюю и нижнюю стойку с воротником
| М-Р
|
|
| 830-103 «Некки»
| |
| Вывернуть стойку
| Р
|
|
| Колышек
| |
| Приутюжить стойку
| Р
|
|
| Э/п утюг
| |
| Пристрочить отделочную строчку по воротнику и линии перегиба стойки
| М-Р
|
|
| 830-103 «Некки»
| |
| Обметать петлю по стойке воротника
| М-Р
|
|
| 3116 «Пфафф»
| | Обработка рукавов
| |
| Подогнуть и прострочить шлицу верхней части рукава
| М-Р
|
|
| 830-103 «Некки»
| |
| Настрочить планку на шлицу верхней части рукава
| М-Р
|
|
| 830-103 «Некки»
| |
| Притачать нижнюю часть рукава к верхней
| М-Р
|
|
| 830-103 «Некки»
| | Обработка манжет
| |
| Приклеить прокладку к манжете
| Р
|
|
| Э/п утюг
| |
| Обтачать боковые стороны манжет
| М-Р
|
|
| 563 «Пфафф»
| |
| Вывернуть и выправить манжеты
| Р
|
|
| Колышек
| |
| Проложить отделочную сторону по манжетам
| М-Р
|
|
| 830-103 «Некки»
| |
| Обметать петли на манжетах
| М-Р
|
|
| 3116 «Пфафф»
| | Монтажные операции
| |
| Скомплектовать детали и запустить в манжет
| Р
|
|
| -
|
Окончание табл. 3.2
| № операции
| Наименование неделимой операции
| Способ выполнения операции
| Раз-ряд
| Норма времени, с
| Оборудование, приспособления
| |
| Стачать плечевые швы
| М-Р
|
|
| 29/18 «Римольди»
| |
| Втачать воротник
| М-Р
|
|
| 481-731 «Пфафф»
| |
| Настрочить воротник
| М-Р
|
|
| 563 «Пфафф»
| |
| Втачать рукава
| М-Р
|
|
| 29/18 «Римольди»
| |
| Стачать боковые швы сорочки и нижние швы рукавов, вставляя фирменную ленту
| М-Р
|
|
| 29/18 «Римольди»
| |
| Застрочить низ изделия
| М-Р
|
|
| 481-731 «Пфафф»
| |
| Приточить манжеты
| М-Р
|
|
| 830-103 «Некки»
| |
| Наметать место второй пуговицы на застежке
| Р
|
|
| Мел, лекало
| |
| Пришить пуговицы
| М-Р
|
|
| 3306 «Пфафф»
| | Отделка
| |
| Вывернуть рукава
| Р
|
|
| -
| |
| Вычисть изделие
| Р
|
|
| Щетка
| |
| Окончательная ВТО
| Р
|
|
| Паровоздушный манекен
«Макпи»
| |
| Скомплектовать готовые изделия
| Р
|
|
| -
| |
| ИТОГО:
|
|
|
|
|
Т а б л и ц а 3.3. Технологическая характеристика
проектируемых швейных машин
| Наименование оборудования
| Фирма
изготовитель
| Класс, тип, модель
| Техническая характеристика
| | Стачивающее-обметочная машина
| «Джуки», Япония
| МО-816
| Скорость 6500  , расстояние между иглами 3, 2 мм, ширина обметки до 5 мм, длина стежка 0, 3-0, 4 мм , расстояние между иглами 3, 2 мм, ширина обметки до 5 мм, длина стежка 0, 3-0, 4 мм
|
Окончание табл.3.3
| Наименование оборудования
| Фирма
изготовитель
| Класс, тип, модель
| Техническая характеристика
| | Полуавтомат для изготовления петель
| «Пфафф» Германия
|
| 2-ниточный челночный стежок, скорость 3200 , длина петли 6, 4-24, 4 мм, 2 спаренные головки на одном месте
| | Стачивающая машина
| «Пфафф» Германия
| 481-731
| 2-ниточный челночный стежок с нижним и верхним транспортером, автоматическая закрепка, электронное управление двигателем, скорость 5000 , длина стежка 4, 6 мм, ширина подгиба 8, 1-12 мм
| | Стачивающая машина
| «Некки»
Италия
| 830-103
| Скорость 5000 , длина стежка 3-8 мм, автоматический подъем лапки 5 мм
| | Стачивающая машина
| «Пфафф» Германия
|
| 2-ниточный челночный стежок с нижним и верхним транспортером, устройство обрезки нити, обрезки края шва, скорость 4200 , длина стежка 6 мм
| | Стачивающая машина
| «Пфафф» Германия
|
| Автоматическая обрезка нити, скорость 6400 , длина стежка до 8 мм
| | Стачивающее-обметочная машина
| «Римольди» Италия
| 29/18
| Скорость 5600 , расстояние между иглами 3 мм, ширина обметки 4 мм
| | Паровоздушный манекен
|
|
| Поясной манекен (телосложения взрослого человека). Используется с подачей пара и без него. Увеличивает производительность труда на 41 %
| | Стачивающая машина
| «Пфафф» Германия
| 487-706/8
| 2-ниточный челночный стежок с нижним транспортером, устройство обрезки нити, автоматический подъем лапки, автоматическая закрепка, длина стежка 4, 5 мм, скорость до 5000 .
|
Вариант 2

Композиция из абстрактных геометрических фигур Данная композиция состоит из линий, штриховки, абстрактных геометрических форм...
|

Важнейшие способы обработки и анализа рядов динамики Не во всех случаях эмпирические данные рядов динамики позволяют определить тенденцию изменения явления во времени...
|

ТЕОРЕТИЧЕСКАЯ МЕХАНИКА Статика является частью теоретической механики, изучающей условия, при которых тело находится под действием заданной системы сил...
|

Теория усилителей. Схема Основная масса современных аналоговых и аналого-цифровых электронных устройств выполняется на специализированных микросхемах...
|
Мотивационная сфера личности, ее структура. Потребности и мотивы. Потребности и мотивы, их роль в организации деятельности...
Классификация ИС по признаку структурированности задач Так как основное назначение ИС – автоматизировать информационные процессы для решения определенных задач, то одна из основных классификаций – это классификация ИС по степени структурированности задач...
Внешняя политика России 1894- 1917 гг. Внешнюю политику Николая II и первый период его царствования определяли, по меньшей мере три важных фактора...
|
Потенциометрия. Потенциометрическое определение рН растворов Потенциометрия - это электрохимический метод исследования и анализа веществ, основанный на зависимости равновесного электродного потенциала Е от активности (концентрации) определяемого вещества в исследуемом растворе...
Гальванического элемента При контакте двух любых фаз на границе их раздела возникает двойной электрический слой (ДЭС), состоящий из равных по величине, но противоположных по знаку электрических зарядов...
Сущность, виды и функции маркетинга персонала Перснал-маркетинг является новым понятием. В мировой практике маркетинга и управления персоналом он выделился в отдельное направление лишь в начале 90-х гг.XX века...
|
|
