Сорочка мужская для повседневной носки из хлопчатобумажной ткани, прямого силуэта (рис. 3.2.).
Цвет мужских сорочек: белый, светло-серый, светло-бежевый.
Воротник стоячеотложной, классический, с застежкой на одну пуговицу.
На переде сорочки имеется притачная планка с застежкой из пяти обметанных петель и пяти пуговиц. Также на переде сорочки имеются два кармана с клапанами, застегивающиеся на одну пуговицу.
Рукава длинные, втачные, неприсобранные по окату, на манжетах, застегивающихся на одну пуговицу. Разрез рукава обработан планкой.
Спинка состоит из двух частей: кокетки и спинки.
Полочки цельнокройные.
По краям манжет, планки и низу изделия проложена отделочная строчка на расстоянии 3-5 мм от края.

Рисунок 3.2. Эскиз мужской сорочки, модель 2
Т а б л и ц а 3.4. Деталировка мужской сорочки, модель 2
| № п/п
| Наименова-ние детали
| Количество деталей в изделии
| Эскиз детали
| Наименование срезов
|
|
|
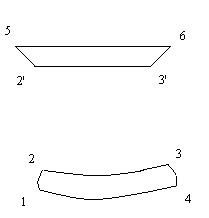
Спинка (а)
Кокетка (б)
|
|   
| (а) 1-2, 5-6 – боковой срез
2-3, 4-5 – срез проймы
3-4 – срез притачивания кокетки
1-6 – срез низа
(б) 3’-7, 10-4’ – срез проймы
7-8, 9-10 – плечевой срез
8-9 – срез горловины
3’-4’ – срез притачивания к спинке
|
|
| Полочка
|
|  
| 1-2 – боковой срез
2-3 – срез проймы
3-4 – плечевой срез
4-5 – срез горловины
5-6 – притачивания планки
1-6 – срез низа
|
|
| Рукав:
а) верхняя часть
б) нижняя часть
|
|   
| 1-2, 4-5 – передний срез
2-3, 3'-4 – срез оката
3-6, 3’-6’ – локтевой срез
1-6, 6’-5 – срез низа
|
|
| Манжеты
|
| 
|
|
Окончание табл. 3.4
| № п/п
| Наименова-ние детали
| Количество деталей в изделии
| Эскиз детали
| Наименование срезов
|
|
| Воротник
Стойка воротника
|
|   
| 1-2, 3-4 – срезы концов стойки
2-3 – срез втачивания воротника
1-4 – срез горловины
2’-5, 3’-6 – срезы концов
5-6 – срез отлета
2’-3’ – срез втачивания в стойку
|
|
| Карман
|
| 
|
|
|
| Клапан
|
| 
|
|
|
| Планка полочки
|
| 
|
|
Т а б л и ц а 3.5. Технологическая последовательность обработки
мужской сорочки, модель 2
| № операции
| Наименование неделимой операции
| Способ выполнения операции
| Раз-ряд
| Норма времени, с
| Оборудование, приспособления
|
|
| Запуск кроя
| Р
|
|
| -
|
| | Заготовительные операции
|
|
|
|
|
| Обработка карманов
|
Продолжение табл. 3.5
| № операции
| Наименование неделимой операции
| Специальность
| Раз-ряд
| Норма времени, с
| Оборудование, приспособления
|
|
| Заутюжить встречную складку на карманах
| Р
|
|
| Э/п утюг
|
|
| Застрочить встречную складку на карманах
| М-Р
|
|
| 5487 «Пфафф»
|
|
| Разутюжить складку на карманах
| Р
|
|
| Э/п утюг
|
|
| Обметать верхние срезы карманов
| М-Р
|
|
| МО-816 «Джукки»
|
|
| Заутюжить карманы
| Р
|
|
| Э/п утюг
|
|
| Пришить пуговицы на карманы
| М-Р
|
|
| 3306 «Пфафф»
|
| Обработка клапанов
|
|
| Заутюжить клапаны по сгибу
| Р
|
|
| Э/п утюг
|
|
| Проложить отделочную строчку по клапанам
| М-Р
|
|
| 481-731 «Пфафф»
|
|
| Выметать петли на клапанах
| М-Р
|
|
| 3116 «Пфафф»
|
| Обработка полочек
|
|
| Обметать правую полочку
| М-Р
|
|
| МО-816 «Джукки»
|
|
| Приклеить прокладку на планку
| Р
|
|
| Э/п утюг
|
|
| Притачать и настроить планку на левую полочку
| М-Р
|
|
| 830-103 «Некки»
|
|
| Приутюжить планку
| Р
|
|
| Э/п утюг
|
|
| Обметать 5 петель на полочке
| М-Р
|
|
| 3316 «Пфафф»
|
|
| Настрочить карманы на полочку
| М-Р
|
|
| 481-731 «Пфафф»
|
|
| Настрочить клапаны
| М-Р
|
|
| 481-731 «Пфафф»
|
| Обработка спинки
|
|
| Притачать кокетку к спинке
| М-Р
|
|
| 487-706/8 «Пфафф»
|
| Обработка воротников
|
|
| Приклеить прокладку к воротнику
| Р
|
|
| Э/п утюг
|
|
| Обтачать нижний воротник верхним
| М-Р
|
|
| 570 ПМК
|
|
| Вывернуть воротник, выправляя углы
| Р
|
|
| Колышек
|
Продолжение табл. 3.5
|
| Приутюжить воротник
| Р
|
|
| Э/п утюг
|
|
| Обтачать верхнюю и нижнюю стойку с воротником
| М-Р
|
|
| 830-103 «Некки»
|
|
| Вывернуть стойку
| Р
|
|
| Колышек
|
|
| Приутюжить стойку
| Р
|
|
| Э/п утюг
|
|
| Пристрочить отделочную строчку по воротнику и линии перегиба стойки
| М-Р
|
|
| 830-103 «Некки»
|
|
| Обметать петлю по стойке воротника
| М-Р
|
|
| 3116 «Пфафф»
|
| Обработка рукавов
|
|
| Подогнуть и прострочить шлицу верхней части рукава
| М-Р
|
|
| 830-103 «Некки»
|
|
| Настрочить планку на шлицу верхней части рукава
| М-Р
|
|
| 830-103 «Некки»
|
|
| Притачать нижнюю часть рукава к верхней
| М
|
|
| 830-103 «Некки»
|
| Обработка манжет
|
|
| Приклеить прокладку к манжете
| Р
|
|
| Э/п утюг
|
|
| Обтачать боковые стороны манжет
| М-Р
|
|
| 5487 «Пфафф»
|
|
| Вывернуть и выправить манжеты
| Р
|
|
| Колышек
|
|
| Проложить отделочную сторону по манжетам
| М-Р
|
|
| 830-103 «Некки»
|
|
| Обметать петли на манжетах
| А
|
|
| 3116 «Пфафф»
|
| Монтажные операции
|
|
| Скомплектовать детали и запустить в манжет
| Р
|
|
| -
|
|
| Стачать плечевые швы
| М-Р
|
|
| 29/18 «Римольди»
|
|
| Втачать воротник
| М-Р
|
|
| 563 «Пфафф»
|
|
| Настрочить воротник
| М-Р
|
|
| 563 «Пфафф»
|
|
| Втачать рукава
| М-Р
|
|
| 29/18 «Римольди»
|
|
| Стачать боковые швы сорочки и нижние швы рукавов, вставляя фирменную ленту
| М-Р
|
|
| 29/18 «Римольди»
|
|
| Застрочить низ изделия
| М-Р
|
|
| 481-731 «Пфафф»
|
Окончание табл. 3.5
|
| Приточать манжеты
| М-Р
|
|
| 830-103 «Некки»
|
|
| Наметать место второй пуговицы на застежке
| Р
|
|
| Мел, лекало
|
|
| Пришить пуговицы
| М-Р
|
|
| 3306 «Пфафф»
|
| Отделка
|
|
| Вывернуть рукава
| Р
|
|
| -
|
|
| Вычисть изделие
| Р
|
|
| Щетка
|
|
| Окончательная ВТО
| Р
|
|
| Паровоздушный манекен «Макпи»
|
|
| Скомплектовать готовые изделия
| Р
|
|
| -
|
|
| ИТОГО:
|
|
|
|
|
Т а б л и ц а 3.6. Технологическая характеристика
проектируемых швейных машин
| Наименование оборудования
| Фирма изготовитель
| Класс, тип,
модель
| Техническая характеристика
|
| Стачивающее-обметочная машина
| «Джуки», Япония
| МО-816
| Скорость 6500  , расстояние между иглами 3, 2 мм, ширина обметки до 5 мм, длина стежка 0, 3-0, 4 мм , расстояние между иглами 3, 2 мм, ширина обметки до 5 мм, длина стежка 0, 3-0, 4 мм
|
| Полуавтомат для притачивания пуговиц
| «Пфафф» Германия
|
| 1-ниточный цепной стежок, пуговицы с 2 и 4 отверстиями, скорость 1800 , автоматическое включение, подъем и опускание пуговицедержателя
|
| Полуавтомат для изготовления петель
| «Пфафф» Германия
|
| 2-ниточный челночный стежок, скорость 3200 , длина петли 6, 4-24, 4 мм, 2 спаренные головки на одном месте
|
| Стачивающая машина
| «Некки» Италия
| 830-103
| Скорость 5000 , длина стежка 3-8 мм, автоматический подъем лапки 5 мм
|
| Стачивающая машина
| «Пфафф» Германия
|
| Автоматическая обрезка нити, скорость 6400 , длина стежка до 8 мм
|
Окончание табл.3.6
| Наименование оборудования
| Фирма изготовитель
| Класс, тип,
модель
| Техническая характеристика
|
| Стачивающее-обметочная машина
| «Римольди» Италия
| 29/18
| Скорость 5600 , расстояние между иглами 3 мм, ширина обметки 4 мм
|
| Полуавтомат для обтачивания клапанов карманов, манжет, воротников
| ПМК
|
| 2-ниточный челночный стежок, длина стежка 2 мм, детали клапанов обтачиваются в кассете. Повышает производительность труда на 35 %
|
| Паровоздушный манекен
|
|
| Поясной манекен (телосложения взрослого человека). Используется с подачей пара и без него. Увеличивает производительность труда на 41 %
|
| Стачивающая машина
| «Пфафф» Германия
| 487-706/8
| 2-ниточный челночный стежок с нижним транспортером, устройство обрезки нити, автоматический подъем лапки, автоматическая закрепка, скорость до 5000 , длина стежка 4, 5 мм
|
Вариант 3




