
Стальных заготовок.
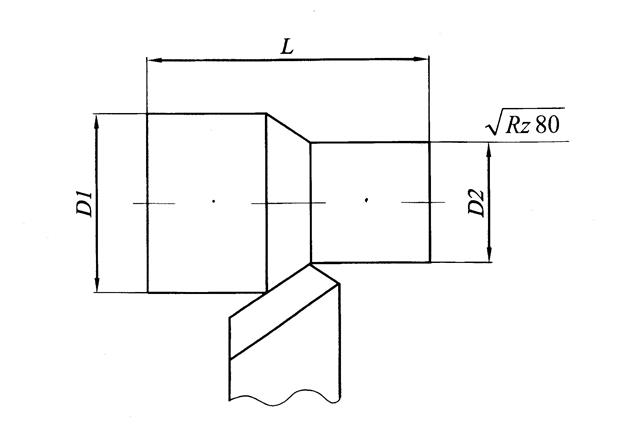
Эскиз обрабатываемой заготовки.
Обрабатываемая заготовка: Прокат горячекатаный; Сталь хромокремнистая; На поверхности заготовки корка;
Резец: Правый, прямой, проходной; Материал режущей части – Т5К10;
Прочие условия: Работа производится без охлаждения; Допустимый износ по главной задней поверхности h3, мм и период стойкости Т – см. варианты задания I. Переменные условия обработки.
II. Предварительная продольная обточка Чугунных заготовок. Эскиз обрабатываемой заготовки.
Обрабатываемая заготовка: Отливка от серого чугуна; На поверхности заготовки загрязненная литейная корка;
Резец: Правый, прямой, проходной; Материал режущей части – ВК8;
Прочие условия: Работа производится без охлаждения; Допустимый износ по главной задней поверхности h3, мм и период стойкости Т – см. варианты задания II. Переменные условия обработки.
III. Чистовая продольная обточка
|
 - см. варианты задания.
- см. варианты задания.
 - см. варианты задания
- см. варианты задания








 - см. варианты задания.
- см. варианты задания.




