Обработка краев бортов
Застежка доверху. В изделиях с такой застежкой детали переда обтачивают подбортами (шир. шва 0,5-0,7см) по срезам бортов и уступов бортов, делая посадку деталей переда в верхних углах бортов. (Зачастую студенты формулируют операцию «Обтачать борта подбортами». Это не верно, т.к. борт – это не деталь, а узел!). На уровне застежки посаживают детали переда. Величина посадки определяется видом материала и конструкцией деталей. Уступы бортов обтачивают до надсечек (до конца уступов), либо в этой точке строчку не прерывают, а продолжают ее, одновременно втачивая воротник. Это зависит от способа соединения воротника с горловиной. Для лучшего формирования углов бортов (особенно острых) операция обтачивания может быть разбита на два этапа: вначале детали переда обтачивают по срезам бортов, а затем - уступы бортов. При этом припуски на швы обтачивания отгибают в сторону подбортов (рис.1). Таким образом задается кант из детали переда (в промышленности так не делают из-за трудоемкости способа).
Швы в углах подрезают, углы бортов выворачивают на лицевую сторону. Если по краям бортов предусмотрена отделочная строчка, то их приутюживают, выправляя кант (0,1-0,2см) из ткани деталей переда, и прокладывают отделочную строчку (рис. 2,а). В изделиях из недорогих материалов отделочную строчку прокладывают без предварительного приутюживания. Если срезы бортов прямолинейные, то операции обтачивания и прокладывания отделочной строчки могут быть совмещены: детали переда настрачивают на подборта с одновременным подгибанием среза с использованием спецприспособления (рис. 2,в). Края бортов без отделочной строчки закрепляют методом «в чистый край»: перед приутюживанием припуски швов обтачивания настрачивают на подборта (рис. 2,б). Возможно также закрепление краев вспушиванием с использованием клеевых материалов, однако в данном ассортименте (тонкие ткани) это практически не применяются. В изделиях из недорогих тканей и рабочей одежде допускается обработка бортов без отделочной строчки и без настрачивания швов. Застежка до линии перегиба лацканов. Отличия в обработке состоят в следующем: 1. При выполнении обтачивающей строчки по лацканам и уступам лацканов посаживают подборта. 2. При закреплении краев бортов методом «в чистый край» настрачивание припусков швов обтачивания выполняется в 2 приема: выше линии перегиба лацканов припуски настрачивают на детали переда, ниже – на подборта. Для этого предварительно припуск шва обтачивания в точках перегиба лацканов надсекают (если надсечки не выполнены в крое). 3. Выше линии перегиба лацканов кант выправляют из ткани подбортов, ниже – из ткани деталей переда. Следует помнить, что технология обработки краев бортов изделия должна быть увязана со способом обработки их нижних углов.В связи с этим строчка обтачивания деталей переда внизу может не дострачиваться до конца или одновременно с ней может выполняться обтачивание нижних углов бортов.
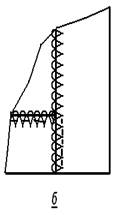
Обработка нижних углов бортов выполняется следующими способами:
|