
Характеристична величина
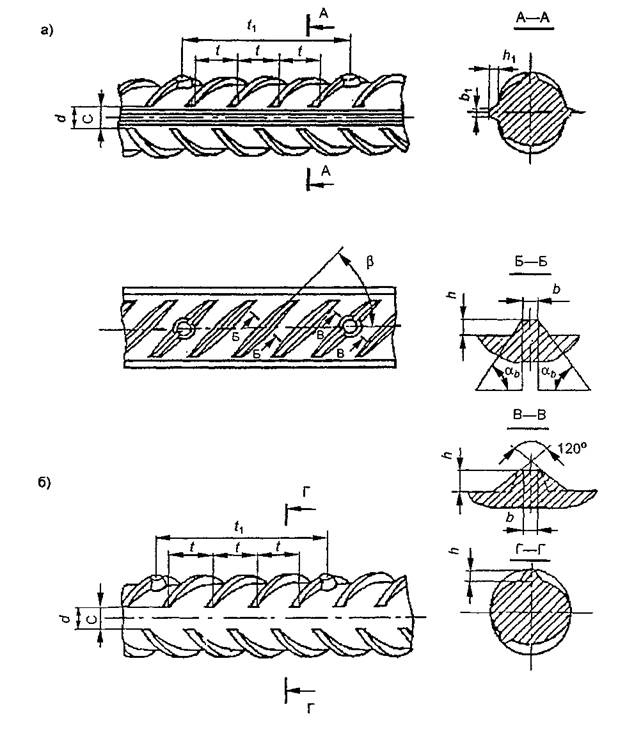
Нормоване значення показника властивостей прокату, яке гарантується з заданою забезпеченістю 3.2 зварюваність Металевий матеріал вважають таким, що піддається зварюванню до встановленого ступеня за даних процесів і для даної мети, коли зварюванням досягають металевої цілісності за відповідного технологічного процесу, щоб зварювані деталі відповідали технічним вимогам як відносно їх власних якостей, так і відносно їхнього впливу на конструкцію, яку вони утворюють 3.3 тривкість до корозійного розтріскування Здатність металу не руйнуватися протягом певного часу за спільної дії розтягу вальних напружень і агресивних середовищ 3.4 вуглецевий еквівалент Умовний показник зварюваності сталі, виражений у вигляді суми масових часток вуглецю і зведених до вмісту вуглецю масових часток легувальних елементів у сталі 3.5 прокат арматурний періодичного профілю Прутки з рівномірно змінюваною за довжиною формою поперечного перерізу 3.6 кут нахилу поперечних виступів Кут, утворений проекцією поперечного виступу на площину, що проходить через поздовжню вісь прутка, і цією віссю 3.7 крок поперечних виступів Відстань між центрами двох сусідніх поперечних виступів, виміряна паралельно до осі прутка 3.8 висота виступів Найбільша відстань від верхньої точки на виступі (поздовжньому або поперечному) до поверхні тіла прутка, вимірювана у напрямку, перпендикулярному до поздовжньої осі прутка 3.9 номінальний діаметр Діаметр рівновеликого за площею поперечного перерізу круглого прутка 3.10 номінальна площа поперечного перерізу Площа круга, визначена за номінальним діаметром 3.11 відносна площа зминання поперечних виступів Відношення площі проекцій поперечних виступів на площину, перпендикулярну до осі прутка, до добутку периметра прутка номінального діаметра і кроку цих виступів 3.12 тіло прутка Частина арматурного прокату без поперечних і поздовжніх виступів 3.13 службові властивості Якісні характеристики арматурного прокату, які проявляються в процесі переробляння і експлуатування. 4 Класифікація 4.1 Арматурний прокат (А) поділяють на класи залежно від показника механічних властивостей (встановленого стандартом нормованого значення умовної чи фізичної границі плинності в Н/мм2) та службових властивостей. Залежно від службових властивостей прокат поділяють на: — зварюваний (індекс С); — незварюваний (без індекса С); — тривкий до корозійного розтріскування під напругою (індекс К); — нетривкий до корозійного розтріскування (без індекса К); — зварюваний та тривкий до корозійного розтріскування під напругою (індекс СК). 4.2 Арматурний прокат виготовляють класів: А240С – з гладким профілем, А400С, А500С, А600, А600С, А600К, А800, А800К, А800СК і А1000 – з періодичним профілем. 5 Основні параметри і розміри 5.1 Арматурний прокат гладкого профілю виготовляють номінальним діаметром від 5,5 мм до 40 мм, періодичного профілю – від 6,0 мм до 40 мм. Номенклатуру профілів і класів прокату наведено в додатку А. Арматурний прокат постачають у прутках і мотках. Вид постачання арматурного прокату зазначають у замовленні (контракті). 5.2 Арматурний прокат гладкого профілю виготовляють згідно з ГОСТ 2590 звичайної точності, періодичного профілю – за рисунком 1. Прутки повинні мати поперечні виступи серповидної форми, які не з'єднуються з поздовжніми виступами (рисунок 1а). З'єднання кінців поперечних виступів з основою поздовжнього ребра не є бракувальною ознакою. Поздовжні виступи не обов'язкові (рисунок 1б). 5.3 Номінальний діаметр арматурного прокату, площа поперечного перерізу, маса одного метра довжини прокату і допустимі відхили за масою повинні відповідати нормам, наведеним у таблиці 1. Допустимо виготовлення прокату проміжних розмірів і з іншими періодичними профілями. При цьому граничні відхили та показники геометричних розмірів профілю повинні задовольняти вимоги до профілів найближчого меншого номінального діаметра.
Таблиця 1
5.4 Вимоги до основних геометричних розмірів профілю наведено в таблиці 2. Таблиця 2
5.5 Розміри 5.6 Овальність прокату не повинна перевищувати 0,1 dн. 5.7 Кривизна прутків не повинна перевищувати 6 мм на 1 м вимірюваної довжини. 5.8 Арматурний прокат у прутках виготовляють мірної і немірної довжини від 6 м до 5.9 Граничні відхили за довжиною мірних прутків можуть бути від 0 мм до 100 мм. Допустимо встановлення інших граничних відхилів за згодою виробника зі споживачем. Приклад умовного позначення арматурного прокату діаметром 10 мм класу А400С зварюваного: 10 А400С ДСТУ 3760:2006. 6 Загальні технічні вимоги 6.1 Основні показники і характеристики 6.1.1 Арматурний прокат виготовляють згідно з вимогами цього стандарту за технологічним регламентом, затвердженим у встановленому порядку. Спосіб виготовлення арматурного прокату визначає виробник. Для прокату, який постачають на внутрішній ринок України, спосіб виготовлення повинен бути зазначений у супроводжувальній документації. 6.1.2 Масові частки хімічних елементів у сталі за ковшевою пробою повинні відповідати наведеним у таблиці 3. 6.1.3 Граничні відхили за хімічним складом у готовому прокаті від норм, встановлених у таблиці 3, повинні відповідати значенням, наведеним у таблиці 4. 6.1.4 Зварюваність арматурного прокату забезпечується хімічним складом і технологією виготовлення, встановленою відповідним регламентом. Прокат вважають зварюваним, якщо сталь, з якої він виготовлений, відповідає вимогам таблиці 3. Не допустимо зниження тимчасового опору зварного з'єднання відносно норм тимчасового опору, наведених у таблиці 5, більш як на 10 %. Вимоги до зварюваності наведено у додатку В. Величина вуглецевого еквівалента зварюваного арматурного прокату повинна бути така: — для класу А400С діаметром від 6 мм до 18 мм: від 0,25 % до 0,52 % включ.; — для класу А400С діаметром від 20 мм до 40 мм: від 0,30 % до 0,52 % включ.; — для класу А500С всіх діаметрів: від 0,30 % до 0,52 % включ.; — для класу А600С всіх діаметрів: від 0,40 % до 0,65 % включ.; – для класу А800СК всіх діаметрів: не більше ніж 0,65 %. Величину вуглецевого еквівалента Се обчислюють за формулою:
Се = С + Мп/6 + (Сr + V + Мo)/5 + (Cu + Ni)/15, (1)
де С, Mn, Cr, V, Mo, Сu і Ni – фактична масова частка вуглецю, марганцю, хрому, ванадію, молібдену, міді і нікелю в сталі відповідно. Допустимо величину вуглецевого еквівалента Се обчислювати за формулою:
Се = С + Mn/6 + Si/10, (2)
де Si – масова частка кремнію.
Таблиця 3
Кінець таблиці
Таблиця 4
6.1.5 Тривкість до корозійного розтріскування арматурного прокату забезпечується хімічним складом і технологією виготовляння. Вимоги тривкості до корозійного розтріскування наведено в додатку Г. 6.1.6 Механічні властивості арматурного прокату і результати випробування на згинання в стані постачання або після штучного старіння повинні відповідати нормам, наведеним у таблиці 5. Таблиця 5
6.1.6.1 Відношення тимчасового опору до границі плинності повинно бути не менше ніж 1,05 для кожного випробного зразка. 6.1.6.2 Для арматурного прокату класів А400С, А500С, А600С, А800СК у прутках 6.1.6.3 Під час випробовування арматурного прокату класів А800 і А1000 безпосередньо після прокатки допустимо зниження 6.1.7 За згодою виробника зі споживачем механічні властивості визначають як характеристичні величини згідно з додатком Д або приймають як гарантовані мінімальні значення. 6.1.8 Забезпеченість показника механічних властивостей у кожній партії-плавці повинна бути не меншою ніж: для 6.1.9 Властивості міцності арматурного прокату 6.1.10 На поверхні прокату не повинно бути тріщин, плен, закатів і раковин. Допустима наявність дефектів, які не перешкоджають застосовуванню прокату і не знижують його механічних і службових властивостей. 6.2 Характеристики, встановлені за згодою виробника зі споживачем 6.2.1 Для арматурного прокату класів А800, А800К і А1000 релаксація напружень не повинна перевищувати 4 % за 1000 год за початкового зусилля, що становить 70 % від максимального зусилля, яке відповідає тимчасовому опору розриванню за таблицею 5. 6.2.2 Арматурний прокат класу А500С повинен витримувати без руйнування 2 млн. циклів навантаження за максимального напруження, що становить 60 % від значення границі плинності за таблицею 5. При цьому розмах напружень циклу має становити 180 Н/мм2. Забезпеченість цього показника повинна бути не меншою ніж 0,90 у кожній партії-плавці. За згодою виробника зі споживачем можуть бути встановлені норми границі витривалості для інших класів арматурного прокату. Періодичність випробовування – за згодою виробника зі споживачем. 6.2.3 Для арматурного прокату класів А400С, А500С, А600С і А600К випробовування на згинання може бути замінено випробовуванням на згинання з розгинанням за однакового кута згину. Вимоги до випробовування на згинання з розгинанням – згідно з додатком Ж. 6.2.4 Для арматурного прокату всіх класів умовна границя пружності повинна бути не менша ніж 0,85 7 Вимоги безпеки та охорони довкілля 7.1 Під час виготовлення прокату треба виконувати загальні вимоги безпеки щодо виробничих процесів згідно з ГОСТ 12.3.002, СП 1042 [1], ДСП 3.3.1.038 [2]. 7.2 Виробниче устаткування повинно відповідати вимогам ГОСТ 12.2.003, СП 1042. 7.3 Виробниче устаткування повинно бути заземленим від статичної электрики згідно з ГОСТ 12.1.018. 7.4 Прокат за радіаційними параметрами повинен відповідати вимогам ДБН В.1.4-1.01 [3]. Рівень сумарної активності природних радіонуклідів не повинен перевищувати 370 Бк/кг. 7.5 Під час виготовлення прокату на різних стадіях технологічного процесу в повітря робочої зони можливо виділення шкідливих хімічних речовин, вміст яких у повітрі робочої зони не повинен перевищувати ГДК згідно з ГОСТ 12.1.005.
|
 , град
, град
 , град
, град

 , b, h1., b1 наведено для побудови калібра і на готовому прокаті не контролюють.
, b, h1., b1 наведено для побудови калібра і на готовому прокаті не контролюють. (
( ), Н/мм2
), Н/мм2
 , Н/мм2
, Н/мм2
 , %
, %
 , %
, %
 , %
, %
 приймають рівним 20 Н/мм2 – для класу А400С, 19 Н/мм2 – для всіх інших класів.
Примітка 2. Величина
приймають рівним 20 Н/мм2 – для класу А400С, 19 Н/мм2 – для всіх інших класів.
Примітка 2. Величина 


