
Тенденция развития станкостроения. Требования, предъявляемые к металлорежущим станкам
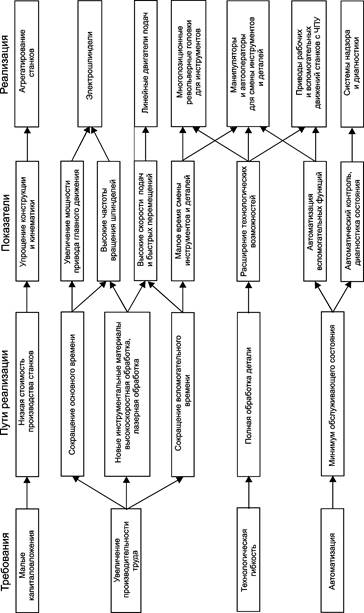
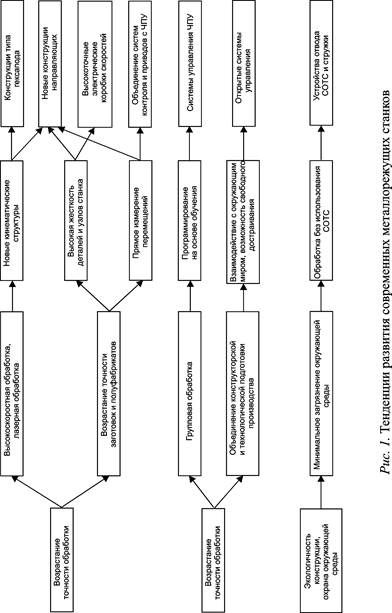
Металлообрабатывающее оборудование является одним из главных факторов, определяющих развитие хозяйства страны. Эффективность его использования непосредственно влияет на производство новых машин для всех отраслей промышленности, сельского хозяйства и т.д. В настоящее время ни одна страна не производит всей потребной ей номенклатуры оборудования, специализируясь только на некоторых его типах. Однако уровень развития современного производства требует использования практически всей номенклатуры металлообрабатывающего и сопутствующего вспомогательного оборудования. Поэтому ознакомление с тенденциями развития и технологическими возможностями современных металлорежущих станков не только представляет интерес, но и является необходимым при разработке технологии и изготовлении современных машин. В общем случае понятие «металлорежущие станки» включает [6]: - непосредственно станки для работы в различных типах производства (одиночные станки, автоматизированные и автоматические линии, производственные системы и т.д.); - комплектующие для производства металлорежущих станков универсального назначения (двигатели, шпиндельные узлы, направляющие, шарико-винтовые пары и т.д.); современный станок на 50…70 % состоит из таких комплектующих; - приспособления, обеспечивающие использование станков для конкретного производства; - системы управления вместе с соответствующим компьютерным оборудованием (несмотря на то, что такой продукцией занимаются предприятия по производству электроники, они всегда ориентированы на потребности конкретных предприятий - производителей станков); - контрольно измерительные приспособления, измерительные машины, системы надзора и диагностики; - компьютерные системы и пакеты прикладных программ для разработки конструкций, технологии, планирования и организации производства; - режущие инструменты и инструментальную оснастку. Совершенствование металлорежущих станков направлено на рационализацию и интенсификацию производства. Современные станки должны удовлетворять качественно новым потребностям промышленности, что определяет требования к их конструкции: обеспечить, с одной стороны, высокую производительность и экономичность работы, а с другой – удовлетворение требований экологии и охраны окружающей среды. Современные металлорежущие станки характеризуются весьма высоким техническим уровнем по сравнению с другими технологическими машинами. Тенденции развития станкостроения указаны на схеме (рис. 1) [6]. К основным факторам, влияющим на развитие станкостроения можно отнести [6]: - повышение скорости резания до уровня, максимально допустимого с точки зрения безопасности работы станка; согласно европейским нормам такие скорости превосходят 1000 м/мин (в настоящее время до 100 000 м/мин), а процесс получил название «обработка со сверхвысокими скоростями»; - обработку лучом лазера, используемым в качестве инструмента; - обработку без использования смазывающе-охлаждающих технологических средств (СОТС), являющихся одним из основных источников загрязнения окружающей среды; - точную обработку деталей из закаленных сталей на токарных станках, позволяющую исключить дорогостоящий и исключительно грязный процесс шлифования; Металлорежущие станки – это машины, предназначенные для размерной обработки заготовок в основном путем снятия стружки. Они должны удовлетворять следующим требованиям: 1) быть безопасными в эксплуатации и простыми в обслуживании;
2) обладать высокой эксплуатационной надежностью, т.е. быть безотказными в работе, долговечными и ремонтнопригодными; 3) обеспечивать заявленную точность обработки в течение всего срока службы; 4) обеспечивать высокую производительность обработки; 5) обладать высокой удельной энергоемкостью
где 6) быть технологичными в изготовлении; 7) иметь относительно низкую себестоимость.
|
 ,
, - суммарная энергоемкость приводов станка,
- суммарная энергоемкость приводов станка,  - масса станка;
- масса станка;


